
CUMI: Surrogate To Manufacturing Renaissance In A Technologically-Accelerating Civilization
From Old Energy, Old Materials to New Energy, New Materials; From Enabling Agrarian To Space-Faring Human Civilization

Foundation Of Our Civilization
"Material science now has the clear possibility and promise of the systematic utilization of all the natural resources of the earth for the good of the whole human race.... Maintaining and improving the standard of living of all the peoples of the earth through increasing use of mechanical horsepower and the scientific approach is now one of the keys to peace in the world." - Charles E. Wilson, engineer and former CEO of General Motors
Minerals play an integral role in our daily lives, even though many people may not realize it. These natural resources serve as fundamental building blocks that are essential to various aspects of modern life. Whether it's the houses we reside in, the vehicles we operate, or the technological devices we use daily, minerals are a crucial and irreplaceable resource that we depend on in numerous ways.
“It turns out that even in our wireless world – perhaps especially in our wireless world – metals matter. GE’s Anthony Ku testified that his company utilizes 75 of the first 83 elements on the Periodic Table, spending $40 billion a year on materials. As the pace of technological change accelerates, and several billion people on the planet migrate from subsistence living to some semblance of a middle-class lifestyle, mineral and metal demand will rise – for arcane elements and familiar metals as well – in the manufacturing world”.
Almost every technological evolution in the history of civilization was tied to the discovery of new elements and materials. New materials create entirely new industries and thereby change the course of societies. Stone, bronze, iron, glass, modern porcelain, and gunpowder led to significant political, economic, and social developments around the world. From time immemorial, materials have played an integral role in the development of civilization. Their importance is so great that archeologists and historians have even split out the study of ancient societies based on the dominant materials of the time, using names like the Stone Age, the Bronze Age, and the Iron Age.
The start of the Stone Age has been estimated based on fossils approximately 3.4 million years old that were found in 2010 in Ethiopia and carried markings made by stone tools. When human life originated on earth, people intuitively relied on natural materials around them to satisfy their requirements; this was the time when man engineered stone, clay, animal skin, and wood to serve his needs. The Bronze Age (circa 3300 BCE – 1200 BCE) exemplified how technology creates competitive advantages for societies that make use of it: Groups able to smelt copper with tin, arsenic, or other metals obtained bronze, the hardest and most durable metal (of the time). The man could now make his implements and utensils stronger and more durable. Yet, the metal’s versatility allowed him to use the softer, more yielding form to craft jewelry to adorn his body. The third and last age is that of Iron from 1200 BCE to approximately 800 CE. This led to the discovery of steel; few materials are as closely linked to economic progress as steel; we can find steel in our vehicles and transportation infrastructure, weapons, buildings, and industry.
In 1855, Henry Bessemer, an English inventor, sought a patent for a method to purify a mixture of the iron and carbon at an industrial scale. This breakthrough enabled the production of large quantities of steel, leading to a significant shift in the importance of materials in all aspects of life - personal, trade, business, industry, and community. This breakthrough in materials science triggered a surge of industrial ingenuity, resulting in the planning and implementation of large-scale infrastructure projects such as the construction of railroads. This enabled unprecedented long-distance transportation of people and goods, marking a significant milestone in human history. This shift in perspective led to the emergence of novel applications for materials and a deeper understanding of their properties through physics and chemistry. It became possible to tailor materials for specific purposes, engineer their applications, and purposefully integrate them into a rapidly changing world. These advancements set the foundation for the modern industrial world we know today.
The significance of materials varies depending on the environment they are used in. For instance, engine efficiency improves at high temperatures, necessitating the use of high-temperature structural materials. Hypersonic flight requires lightweight, robust materials that can withstand high temperatures. Optical communication relies on optical fibers that have minimal light absorption. In civil construction, sturdy materials such as metals are used that can withstand corrosion, while plastics are used to resist corrosion. Regardless of the material's properties, whether it is a strong metal that conducts electricity and is opaque, a semiconductor that is opaque to visible light but transparent to infrared, ceramic-like glass and porcelain, or a polymer like polyester that is lightweight and decomposes at moderate temperatures, there is a pressing need for materials that can work effectively across various domains of life. Materials are essential not only because of their functional qualities but also from emotional and aesthetic perspectives, including surface texture, translucency, softness, or hardness, all of which contribute to defining the product's form and function.
Understanding this to make materials work can help one realize an objective, a purpose—and that’s what CUMI’s purpose is—engineering materials science solutions for a sustainable planet.
“At CUMI, as we aspire our purpose of making materials difference to life. We have set out a vision to be an admired company driven by innovation, where we create stakeholder wealth by engineering material science solutions for a sustainable planet with over six decades in business and greater than 100,000 happy clients and seven DSIR approved R&D centres.”
Virtuous Cycles Of Mutual Benefit
CUMI was forged as a tripartite joint venture between Carborundum of the USA, Universal Grinding Wheel, UK, and the Murugappa Group, India in 1954. Over the next seven decades, CUMI has expanded and enhanced its journey through strategic mergers and acquisitions. Connections and collaborations have become a catalyst for more significant synergies. With value chain integration, CUMI has expanded its portfolio to become a Mines to Market Company with integrated operations including mining, power generation, fusion, manufacturing, marketing, and distribution.
“CUMI started off in 1954 as largely an Abrasives manufacturing Company. Over the years, CUMI has built a portfolio of product lines, which includes Abrasives, Ceramics, Refractories, Composites and Minerals. Till about 1990s, early 90s, CUMI was largely an Indian Company and later on grew both organically and inorganically across the globe. Today, CUMI has evolved into a Company which manufactures not just products, but offers solutions. The Company is today at an intersection of what we call materials chemistry, materials physics and materials processing, offering material science solutions engineered to address industrial problems in the field of surface engineering, heat containment and management, wear and corrosion resistance and other mission control, mission critical applications. What we have today is are products as humble as a two-dimensional coated abrasives to as sophisticated as diamonds impregnated into steel. And that is a range of capabilities that this Company has built over time.”

Whether abrasives, ceramics, refractories, or electro-minerals, CUMI innovates solutions that consistently underscore customer delight, thereby creating virtuous cycles of mutual benefit. CUMI focuses on maximizing Non-Zero Sumness, becoming invaluable to its customers and less vulnerable to disruption.
Human beings may not always be aware of the mutual benefits they derive from interacting with each other. However, evolutionary psychologists have argued convincingly that this subconscious awareness is an inherent aspect of human nature that is deeply rooted in our genes. The phenomenon of "reciprocal altruism," which has evolved through natural selection, has given us various impulses that may seem emotional but serve the practical purpose of facilitating advantageous exchanges.
The intense concentration of human nature on the ultimate reward is a key driving force behind the development of culture. The innate sense of enlightened self-interest is the foundation that has fostered the growth of modern civilization. The principle of exchange lies at the core of every modern capitalist economy, just as it did in the hunter-gatherer societies from which they emerged.
The Alchemy
The field of materials science is the study of materials with a focus on their composition, structure, and properties. The interdisciplinary field lies at the nexus of chemistry, physics, and engineering and encompasses all-natural and artificial materials. This includes metals, ceramics, glasses, polymers, semiconductors, and composites.
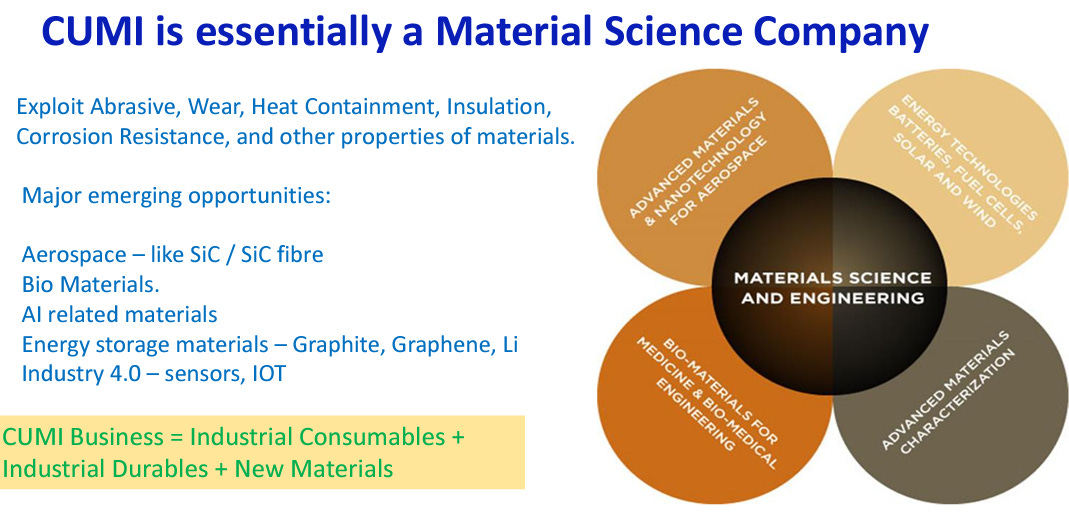
CUMI is embossed on this nexus to design, innovate, co-create, and deliver material science solutions encompassing Surface Engineering, Heat Containment and Management, Wear and Corrosion Protection, and other Mission-Critical Applications.

CUMI Business = Industrial Consumables + Industrial Durables + New Materials
We engineer Material Science Solutions. Material Science, as we understand is an amalgamation of materials chemistry, materials physics and materials processing, through which we engineer solutions for surface engineering. Heat containment, wear corrosion and insulation, electrical, thermal and others to abrasives/ minerals business which is what we call a synthetic mineral, the ceramics business and the new age materials like graphene, the thermal storage and energy businesses like in phase change materials.”


Stratagic Business Units



Abrasives—An Indispensable Part Of Core Industries
This SBU is in the business of engineering surfaces. It manufactures and distributes rigid and flexible abrasives and adjacent products that are used in the generation of precision, functional, or enduring surfaces.
Abrasives in one form or another have been used for over two million years. Some common applications for abrasives include Buffing, Honing, Drilling, Grinding, Sanding, Polishing, Cutting, and Sharpening. Further abrasives can also be used for various applications which include:
It can be used as control cables in bicycle brakes, car parking brakes & chokes, etc
Abrasives are used in flexible steel hoses like shower hoses, armored cables, etc
It is used in collets for chucks
Abrasives are used in diesel injection needles
It is used in valve stems such as internal combustion engine valves
It is used in axle shafts
Abrasives are used in hypodermic needles in medical, dental & veterinary
It is used in tungsten rods for contact points
It is used in precious metal contact points
It is used in tungsten wire electrodes for lamp bulbs
Abrasives are used in trigger components for firearms
It is the sprag bar for sprag clutches in automotive transmissions, elevators, helicopter transmissions
It is used in precious tubes in solar panels, soldering irons, etc.
It is used in spark plug electrodes
It is used in the copper rod for soldering guns
It is used in piston rings
It is used in cutting expensive metals
It is used in laminated magnetic cores like transformer cores
It is used in Ferrite Rods for Magnets
It is used in high-speed steel (twist drills, etc.)
It is used in sewing needles
It is used in wafering in various materials
It is used in capillary tubes metal and glass
It is used in tubing for extendable telescopic aerials
It is used in thin-walled tubes in aircraft, helicopters

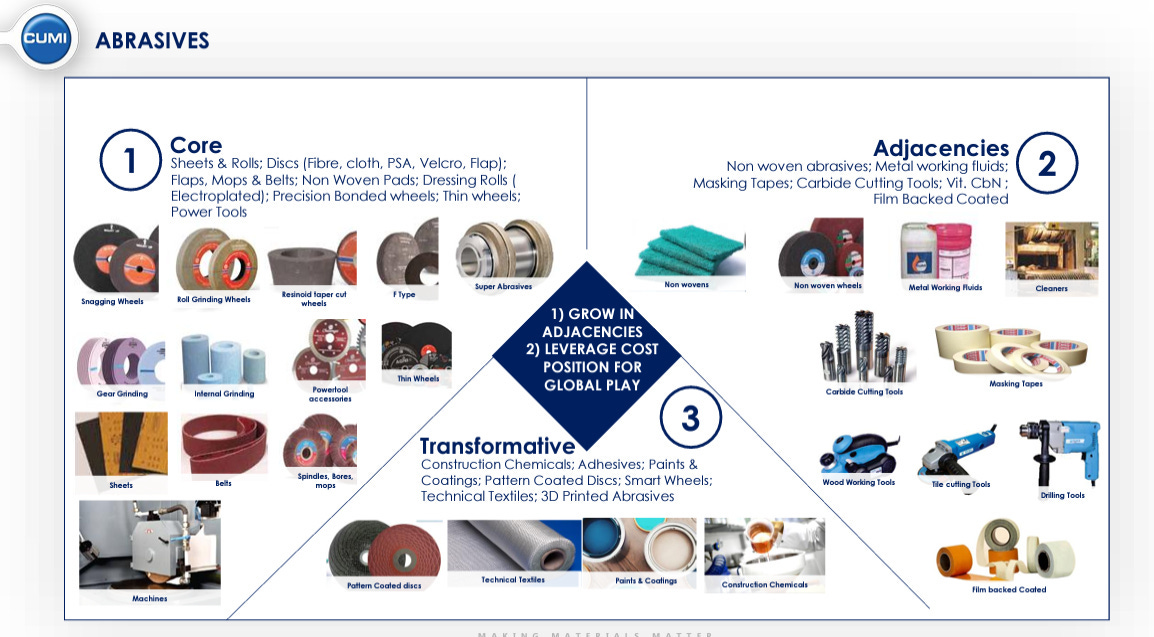
CUMI’s key product segments under this SBU are Bonded Abrasives, Coated Abrasives, Metal Working Fluids, Super Abrasives, and allied products.
“We make the widest range of Abrasives for industries for multifarious applications. We have bonded and coated abrasives. Bonded abrasives are bonded to glass, rubber or metal or vitrified. Non-woven abrasives and super abrasives are also available. We make abrasives in 10 mm diameter in the smallest rage to 1200 mm dia. The thickness also varies from 1 mm to 350 mm. Among the 20,999 types of abrasives we make, about 8,000 are regular ones. Grinding wheels re used for heavy material removal, coated abrasives are used for less material removal, non-woven types are used for no removal but better finish, and super finish products re used for mirror finish. Besides abrasives for grinding and cutting, we also make coolants, power tools and super abrasives. The uniqueness of the product design allows for the most optimum grinding performance i.e. good cutting action coupled with excellent tool life. The core strength of CUMI has been the ability to customize products for specific applications.”
Rigid or Bonded Abrasives make up half of the total abrasives market and are used for grinding, cleaning, scouring, and removing solid materials through a rubbing action. These abrasives are manufactured by mixing grains with bonding material, molding them into shape, and then firing or baking them at high temperatures before finishing to the desired dimensions. The Bonded Abrasives category includes Glass bonds (Vitrified), Resinoid and Rubber products, and Thin Wheels.
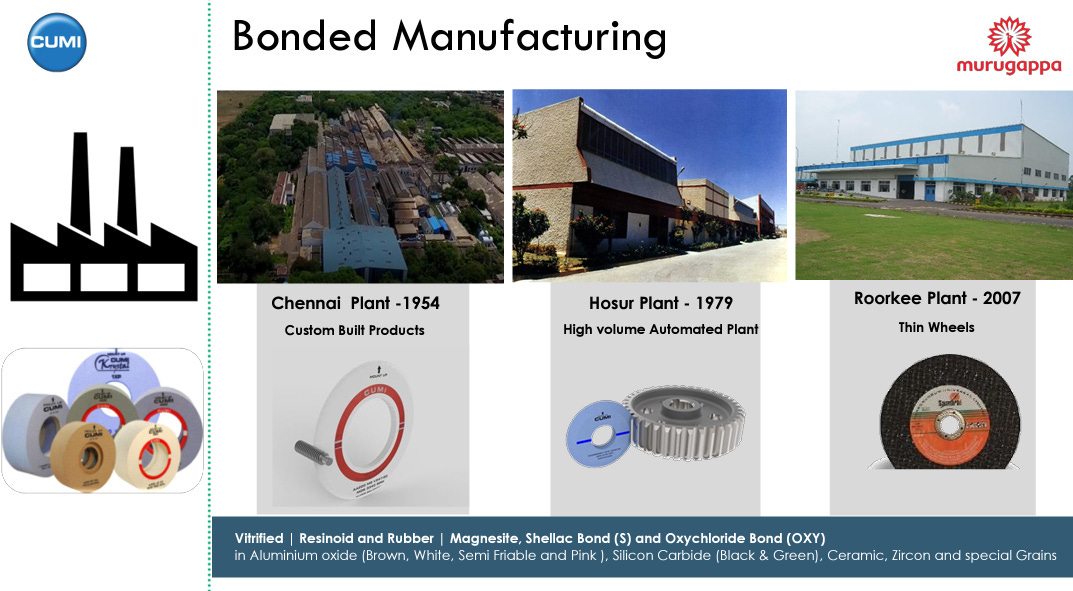
Bonded abrasives come in a variety of sizes, ranging from 10 mm to 1200 mm, and thicknesses from 1 mm to 650 mm, depending on the type of grains and bonding materials used. While wheels are the most common form of bonded abrasives, they can also take the form of blocks, discs, belts, rods, loose grain, sheets, and more.
Bonded abrasives for internal purposes can be classified into Standard and Non-Standard Products. Standard Products follow standard dimensions, grit sizes, shapes, and grain/bond composition and are sold through distribution channels. Non-Standard Products, on the other hand, are made to the specific requirements of customers.
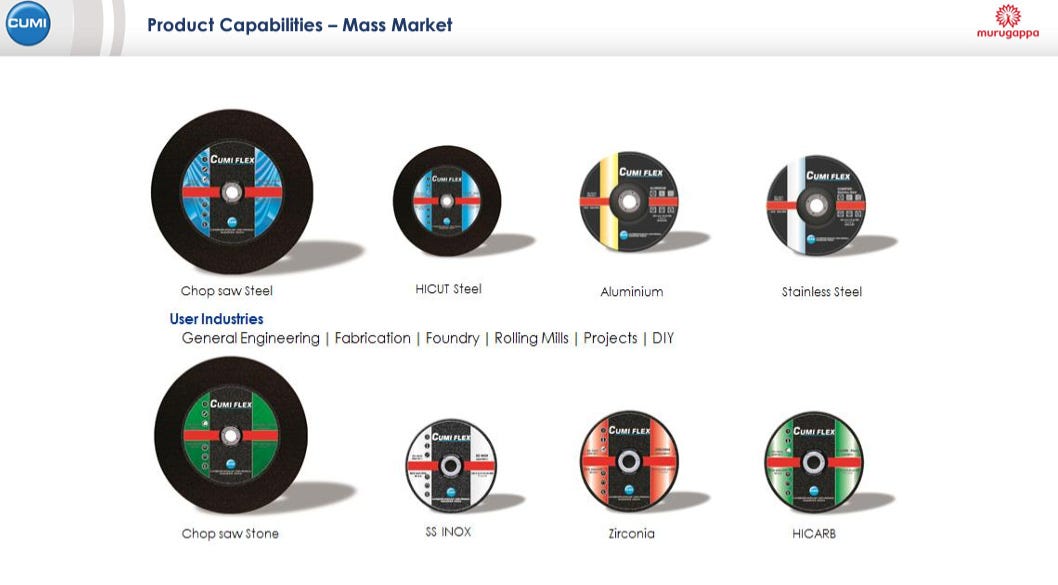
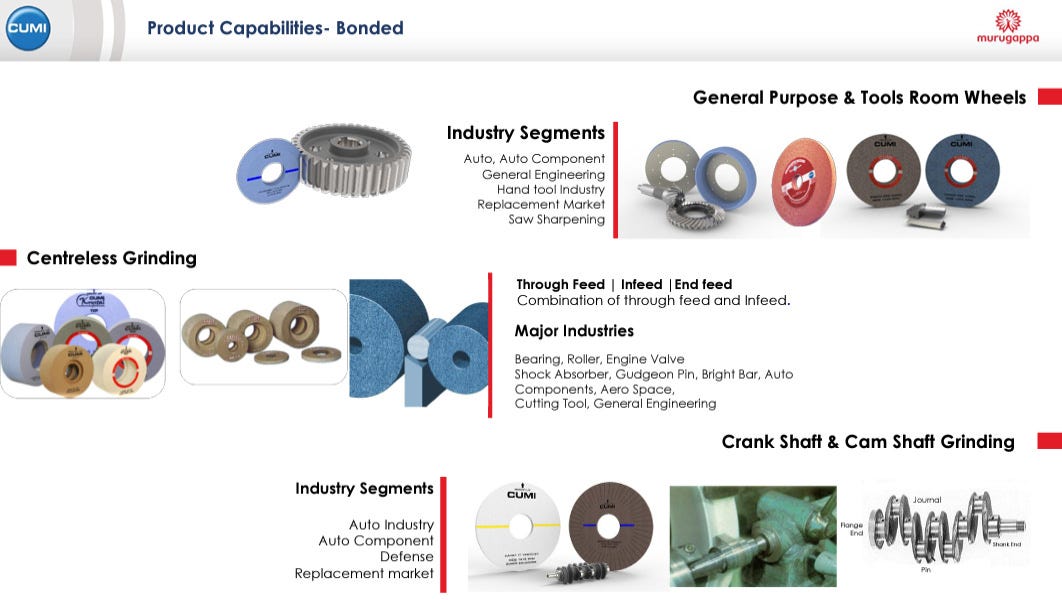
CUMI offers a vast range of over 20,000 varieties of abrasives (Cutfast, Ajax, Sand Master, Concord, Hi-Cut, CUMI Sleek, Samurai, Chamak and Speed are some of its best-selling brands), including Bonded Abrasives that are used in diverse applications like floor polishing, fabrication, polishing, off-hand tool grinding, and precision grinding of diverse products like crankshafts, balls, and razor blades across a wide spectrum of industries ranging from automobile, construction, fabrication, steel, bearing, etc. They recently established a pilot facility in Tiruvottiyur to manufacture Vitrified Super Abrasives and Hybrid wheels, catering to high-end precision applications in the Automotive and Bearing segments.

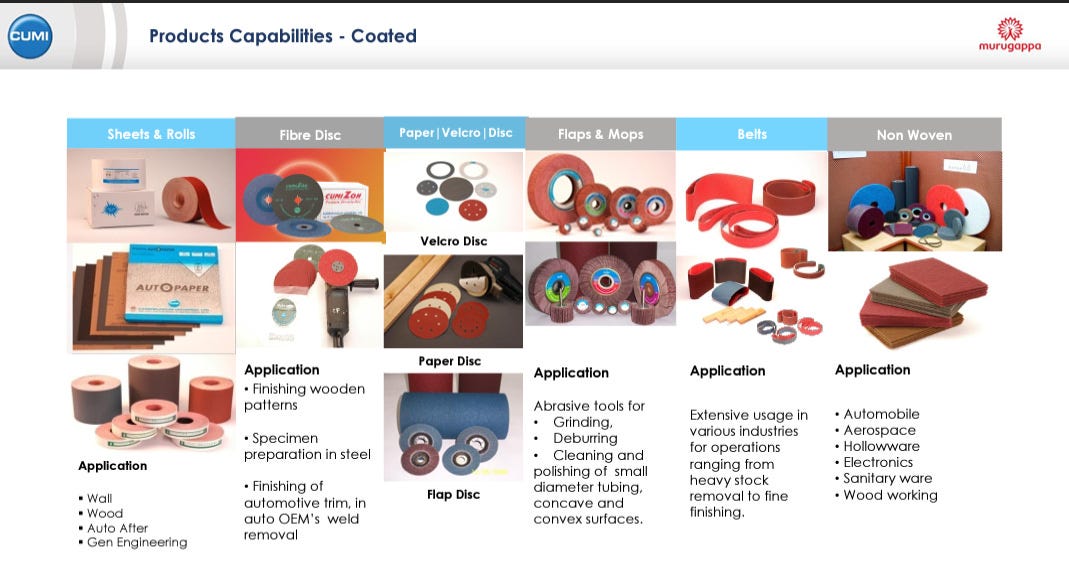
Coated Abrasives, which account for 40% of the total abrasives market, are mineral-based materials that function similarly to bonded abrasives. Rather than being directly bonded to a tool or substrate, coated abrasives are affixed to a backing material such as paper, metal, rubber, resin, cloth, or polyester. The most familiar example of a coated abrasive is sandpaper. Coated abrasives are produced by depositing abrasive grains onto a backing material, which can vary depending on the customer's needs. The grains used in coated abrasives can include sintered aluminum oxide, silicon carbide, zircon, emery, and flint, among others.

The coated abrasives consist of grains of different sizes known as grits, ranging from grit 12 to grit 2000. The backing material used to coat the grains varies depending on the industry and application for which the coated abrasives are intended. Initially, the grains are deposited onto backing materials that are rich in adhesive, and jumbos of coated abrasives, up to 1000 meters in length, are manufactured. These jumbos are then converted into different shapes, such as sheets, belts, rolls, discs, and flap wheels, based on customer orders and usage requirements. The product's geometry also varies based on the application equipment used.
Coated abrasives find application in various industries such as automobiles, auto ancillaries, white goods, hand and power tools, sanitary ware, furniture, fabrication, and the construction industry, where they are predominantly used for light polishing purposes.
CUMI established a 22.5-acre plant in Sriperumbudur in 2006. This plant had an annual capacity of producing 11 million square meters of jumbos with a width of 1.6 meters. In recent times, CUMI has further enhanced its capabilities by expanding its Coated Maker plant in Sriperumbudur. This facility is considered one of the largest and most advanced, fully automated plants in Asia. With the installation of a new Maker and Converter, CUMI has more than doubled its production capacity to 30 million square meters per annum.
The latest Coated Maker incorporates cutting-edge heating technology in its curing racks to ensure the most efficient and consistent drying process, with minimal energy consumption. Additionally, the machine features state-of-the-art PLC controls on each of its surface coating heads, which allow for an even and uniform application of coating at any desired thickness. This unique coating technology not only improves the overall quality of the coated product but also helps to increase product yield, placing it on par with the highest standards worldwide.
The latest version of Maker has been designed with IoT-enabled features that enable effortless supervision and management of machine and process parameters. Additionally, with the use of online add-on measurement and control devices, the Maker provides an exceptional level of process capabilities. By leveraging IoT for monitoring process parameters, the Maker can efficiently control the manufacturing process in line with global benchmark standards, ensuring that high-quality products are produced consistently. This new facility provides the Abrasives Business with the ability to expand its product offerings to include Sand Master Next Rolls, Concord Flap Discs, Stearated Paper Discs, Zirconia Flap Discs, Zirconia Belts, and other new product lines that cater to emerging customer segments in the global market.
In alignment with the investment in the New Maker, the conversion capacity was also expanded at the Sriperumbudur Plant. Investments were done in Flap disc, Flap wheel, and Roll’s modules for enhancing the capabilities to the best-in-class conversion facility with faster deliveries. The new Laser technology was also introduced in the conversion for making niche products for specific markets.

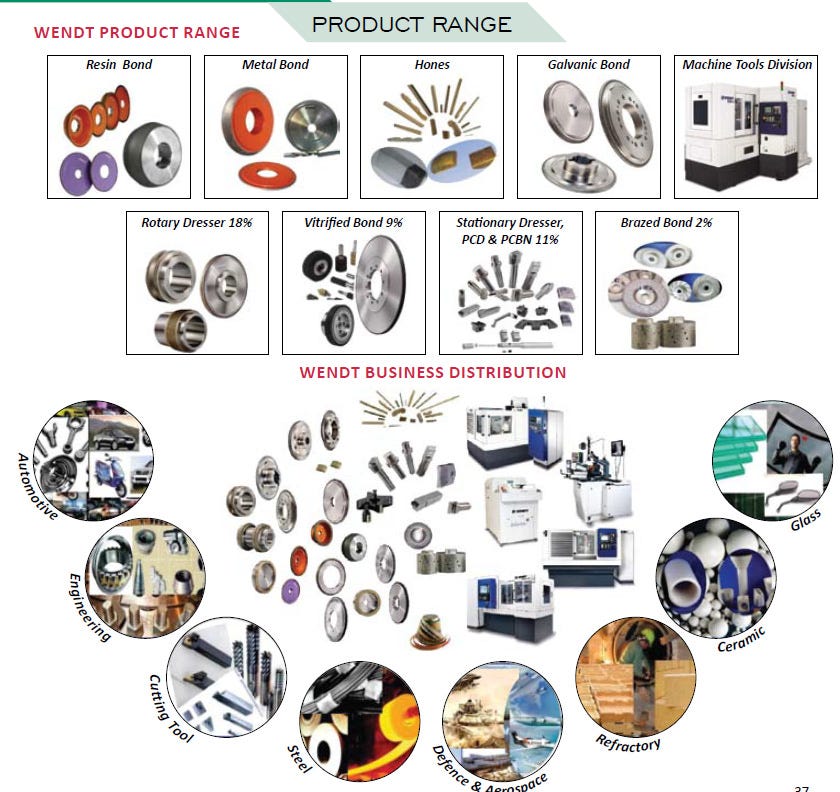
Super Abrasives (CUMI is present in this segment, through its joint venture Wendt India) are advanced materials known for their exceptional hardness and resistance to abrasion. Despite their relatively high cost, they offer superior performance and have been specifically developed to meet the demands of modern industry. The demand for Super Abrasive products is closely linked to industrial production levels, and they are commonly used in the manufacture of high-end, durable items such as aircraft and automobile parts. Although demand for such products can be highly cyclical, Diamond and Cubic Boron Nitride (CBN) Super Abrasives are widely used in the aerospace industry and other industrial applications where the price is less significant compared to their initial costs. These advanced materials are primarily used in precision machining operations involving materials like nickel, cast iron, and cobalt-based superalloys, where precision is crucial.
Small and medium-scale companies face difficulties competing with global market leaders due to the high initial cost and increasing complexity of Super Abrasive technology in high-performance applications. Industry leaders have the advantage of having access to significant research operations, while unorganized players typically lack the resources to conduct substantial R&D. As a result, small and medium-scale companies may struggle to develop products that require advanced technologies, which can make it challenging for them to compete in the market.

CUMI, in collaboration with WENDT India, offers complete grinding solutions that prioritize innovation in both products and processes. The company specializes in customization to meet the specific requirements of its customers across various industrial sectors, including automobile, auto components, engineering, aerospace, defense, and ceramics. Their cutting-edge technology, value-added services, and consistent performance have earned it a reputation as a preferred supplier of super abrasive tooling solutions, precision components, and grinding and honing machines. Additionally, they are exploring new markets and introducing new products, such as glass wheels for auto/solar/construction applications, high-performance grinding wheels for the cutting tool industry, and knife grinding solutions for the textile industry.
The use of Nano Cubic Boron Nitride abrasives is expected to enhance the versatility of Super Abrasives in a variety of applications in the medical and electronics industries. To expand its reach into the EV, medical, and electronics sectors, this segment is considering partnering with global companies and utilizing technological tie-ups. By doing so, they hope to further develop and expand their presence in these markets.
Industries involved in the manufacturing of automobiles, aerospace products, and electronics require high-performance applications to meet their production demands. Enhancements in the design of diamond wheels utilized for finishing ceramics can play a crucial role in achieving cost-effective manufacturing. The utilization of metal-bond wheels specifically designed for extended wheel life can result in shorter process cycle times and longer-lasting wheels, ultimately leading to a reduction in overall grinding costs. Recently, WENDT has obtained aerospace certification, indicating its commitment to expanding its presence in this industry segment.
WENDT utilizes its extensive experience and technical proficiency, as well as its thorough comprehension of customer needs and wide product range, to gain a competitive advantage through its complementary business verticals. These verticals include Super Abrasives and Non-Super Abrasives, which encompass products such as Machine Tools and Precision Components. This results in WENDT having superior technology and a stronger competitive position in the market.
Apart from abrasives, CUMI also manufactures Metal Working Fluids like water solubles, rust preventives, neat oils, forming fluids, and cleaners for grinding applications. Metalworking fluids are mainly liquids for metal processing, which mainly play the role of lubrication and cooling, as well as anti-rust cleaning and other functions. In the metalworking process, the right combination of machine, cutting tool, and metalworking fluid are required to produce an acceptable part. Therefore this product line is a logical extension of CUMI’s abrasives.

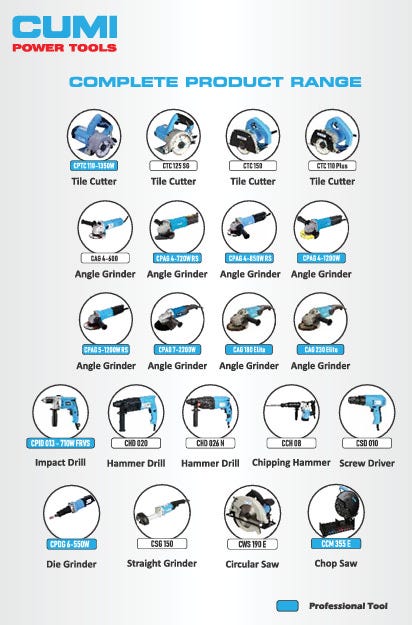
CUMI recently launched a range of power tools (woodworking tools, tile cutters, angle grinders, special tools, and drills) used in metalworking, construction, woodworking, and interior decoration. Abrasives are used as accessories in power tools. The Company’s strong brand image and well-established marketing network provide good synergies for this product line with abrasives.
CUMI's Grinding System Engineering
CUMI's Grinding System Engineering can generate a Quantum Leap in Productivity and a reduction in total grinding cost. It combines CUMI's grinding wheels, Metal Working Fluids, and services to achieve a Quantum Leap in Productivity.
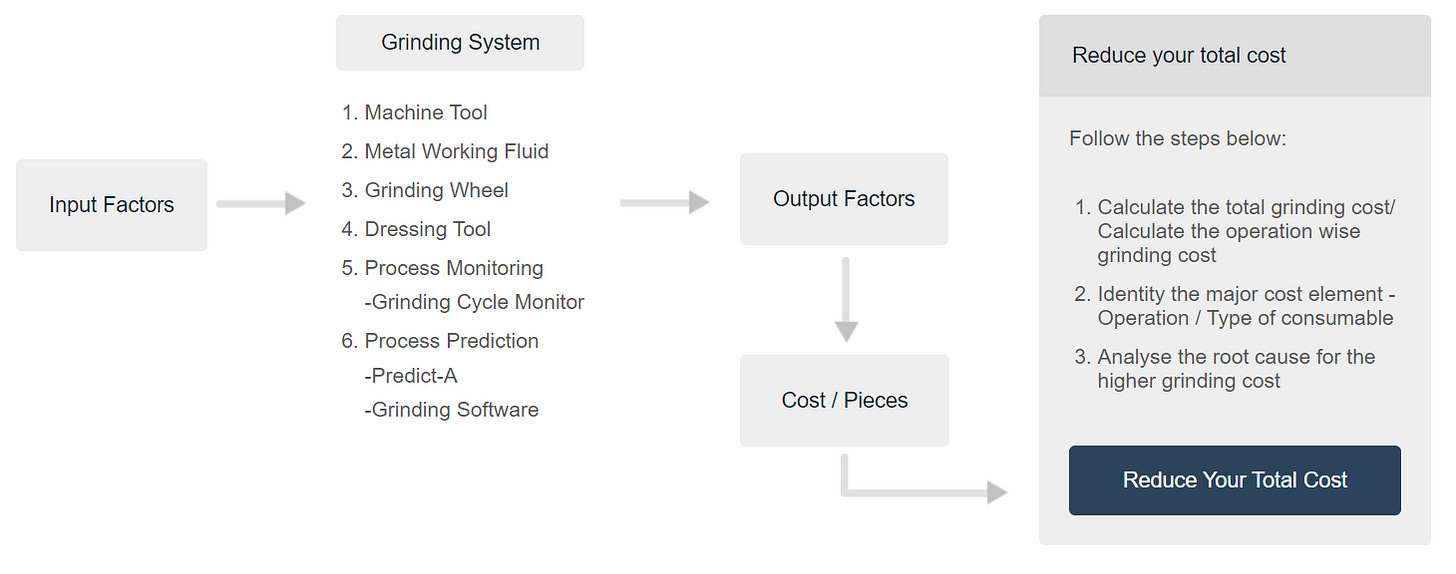
The System Approach is focusing on reducing the total grinding cost/part for each operation. The major elements of total grinding cost are:
Grinding Wheel Cost
Coolant Cost
Dresser Cost
Productivity Cost
“GLOBAL” Business — “LOCAL” Nature
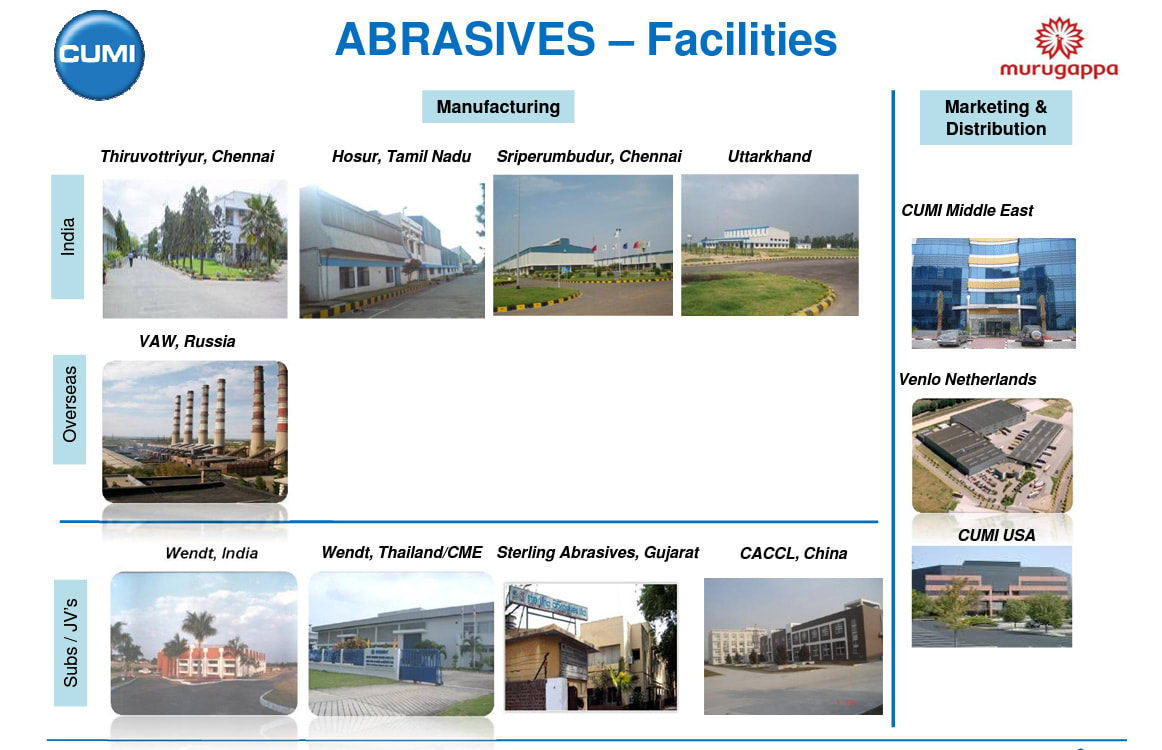
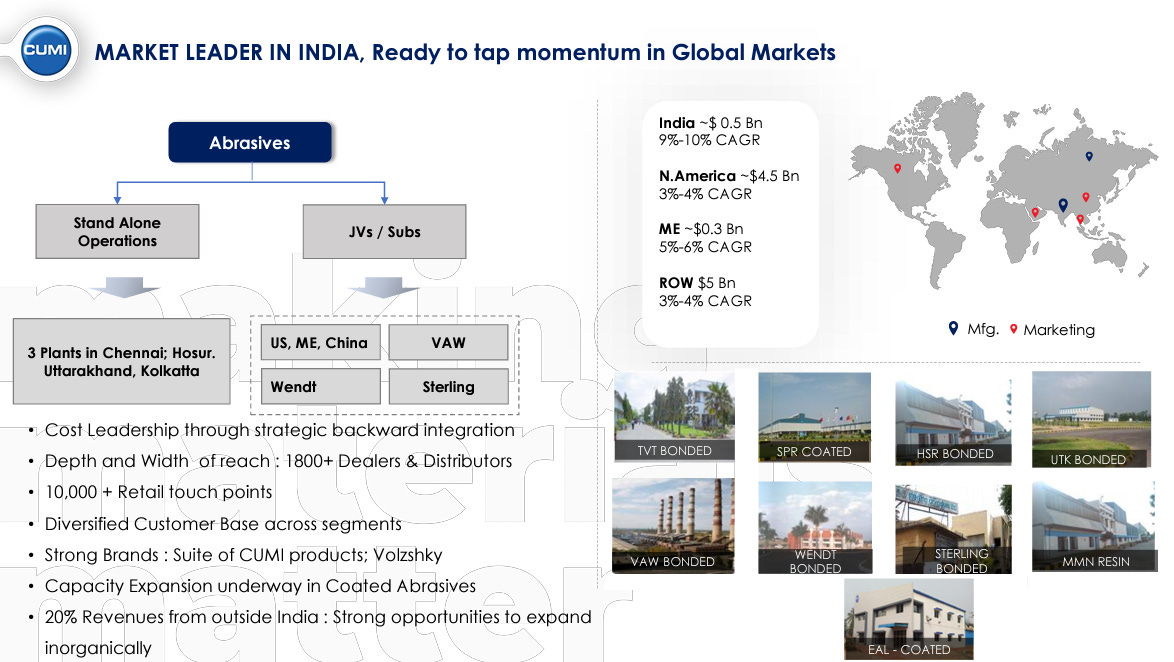
This Abrasives segment of the business caters to customers located around 55 plus countries through its network of manufacturing facilities and marketing establishments. There are ten manufacturing plants located in India, Russia, and Thailand. The marketing entities in North America, the Middle East, and China, and distributors across the globe enable the division to reach across geographies.
Distribution isn’t just a competency that enables a company to display its product and brand attributes—it can also be a competitive advantage of its own. This is certainly true in the abrasives business as it’s a “LOCAL” business. The local presence is very important. Without a local presence, the companies cannot survive in the abrasive market.
“Abrasives is a niche business itself, which is kind of restricting the growth but the nature of the,business this is a global business, but very-very local in nature. So, if you have to run in various markets, you have to manufacture in the local markets, because abrasives and the volume of abrasives which are sold, whether it is in coated or the mass market, the thin wheels, of course on the power tools, they are all very fast consumables. Paper does not last more than half an hour, the peel does not last more than half an hour. So, what happens is if we make locally, distribute locally, use locally, we have to have entire value chain very-very efficient, then we can win these markets. So, in India reason for our success is our belief that we have been making very consistent products. We have a good quality image built, we have a good team of applications business working on these applications, and a wide distribution network of three to four decades. So, for a newcomer to come in and build that kind of strength is very difficult in a local market. So, it has to be worked through possible acquisitions. So, here again, the difference is on precision abrasives, still it is easy to carry a position of this over distance. It is more fright friendly than the mass market products and it is also driven my application. It is easy to have an application in a team located in many of these precision markets, but the volume of business would not be as high as we seen in mass markets. So, there are two different natures of abrasives business. So, in Europe, if you wanted to grow in these areas and having a manufacturing business, route is through acquisitions, and same thing would be in any other market as well.”
This is the reason why the Indian abrasives market is virtually a duopoly with CUMI and Grindwell Norton (GNO) as dominant players (They control almost 65-70% of the Indian organized abrasives market). However, there are several other players in the market, primarily from Europe, Korea, and Japan, who have a presence through their local entities, agents, or distributors. Among these players, DEEROS (Korea) and Big Champion (Indonesia) have gained popularity by supplying high-quality, flexible, belt-coated abrasive products, leading some customers to switch to their products. To compete with DEERFOS in the coated abrasive business, CUMI plans to introduce lower-cost products targeting the bottom-of-the-pyramid market segment.
“Our products were able to successfully make inroads in the domestic market because we have made our products keeping in mind that they are needed for 'rough usage'. We build our products for 'misuse' rather than for 'use'. This helped us in building our business, compelling most of our customers to come back to us as our products have tremendous longevity even after being mishandled.”
Also, there are several small local players present in a select range of products. Over the years, imports from China have significantly increased in the lower tiers of the market, YURI, a Chinese player, has started doing very well in the Indian market. Imports are predominantly restricted to low-end segments (where the price is a key factor).
GST implementation brought a uniform market regime, optimizing CUMI's distribution through standard tax rates, improving truck movement, and reducing logistics lead time and cost. It also reduced the arbitrage of imported products on local suppliers, thus providing an impetus to domestic manufacturers of mass-market products.
The unorganized market constitutes about twenty-five percent of the overall market. Local players sometimes work on just one product, leading to better economies of scale in such cases; on the other hand, CUMI manufactures several products. According to the dealers, the local players may not be able to maintain their pricing competitiveness in the long run as CUMI and GNO have shifted their focus towards producing lower-priced products.
CUMI dealers are eligible for a discount of approximately 2% (2.5% for coated products) if they meet their targets, which includes 1% every quarter and 1% annually. Ratna dealers are given an additional 1% discount. On the other hand, Grindwell Norton dealers can avail of a cash discount of 2-2.5% and a turnover discount of 1.5-2% quarterly.
For existing relationships, the credit period is between 30-45 days, whereas for CUMI's new dealers, it is only 7 days. However, new dealers are offered a discount of approximately 2% for prompt payment. CUMI has begun appointing additional dealers in the same region, but new dealers are only supplied with new products and not the entire range. In contrast, old dealers can sell both legacy and new products.
CUMI offers the same prices to all of its dealers, while GNO dealers purchase products from the company at different price points based on the quantity they order. This may result in dealers attempting to offer lower prices than their competitors by buying and selling in larger quantities.
To promote a particular product, CUMI provides Free Scheme Orders (FSO) to its dealers, which allows them to obtain free products without making any payments. In exchange, the dealers can purchase other products of the same value from the company. CUMI also offers free trials to customers, with a limit of around Rs 2 lakh. As per the company's policy, a customer can only be supplied by one dealer. On the other hand, in the case of GNO, multiple dealers can supply products to the same customer.
Via Acquisition
Due to the “LOCAL” nature of the business, CUMI has largely been India-centric. This first set to change in 2007 with its acquisition of Volzhsky Abrasive Works (VAW), located in the Volgograd Region of Russia to gain a foothold in Russia and Europe. VAW has positioned CUMI among the largest producers of silicon carbide in the world, ensuring raw material security and a favorable cost position, driving profitability in the abrasives and refractories business. The Russian entity is able to source low-cost power and pet-coke (constituting 35% of SiC manufacturing cost) and therefore has a huge advantage.

This was followed by a particularly interesting acquisition as it exemplifies the mental flexibility and agility CUMI has built in as an organization. CUMI commissioned its Chinese JV, Jingri-CUMI Super Hard Materials Co. shortly after its VAW acquisition; which soon become a 100% subsidiary of CUMI. This model had to be restructured again as CUMI realized that there is a certain cost arbitrage available to state-owned enterprises (SOE) in China that international companies did not have. CUMI was profitable while operating as a joint venture with an SOE, as suppliers were also SOEs, allowing for the movement of profits up and down the value chain. This was due to the SOEs' ability to manipulate their value chain flexibly. However, when CUMI became an independent 100% subsidiary, it lost those benefits, leading to increased costs and losses.
The management of CUMI recognized that creating value and incurring disproportionate costs are two distinct aspects of manufacturing. Consequently, they decided to refrain from hardcore manufacturing and instead focused on owning design, technology, quality, and branding. Production is now handled by a Chinese SOE, and the company intends to expand its presence in China in an asset-light model that emphasizes broad geographic coverage.
In China, there is ample capacity available for manufacturing, making it unnecessary to own any assets. CUMI has divested itself of land and building ownership while maintaining its sales operations. The company paid off its debts and is now debt-free. Its Chinese operations have been restructured into a model similar to Apple-Foxconn, with CUMI retaining control of the design and input materials while leasing out or contracting its manufacturing lines to other Chinese manufacturers. As a result, CUMI's assets have become lighter, although its sales volume in the country has remained stable. CUMI China has now become an important logistics hub and nodal center for serving South Asian markets.
Building on its strategy of entering new geographies via acquisitions, CUMI recently made two such acquisitions (AWUKO & RHODIUS) in the abrasives division after a long hiatus.
…Both the companies have been acquired under the abrasive segment. As far as the abrasive segment is concerned, the local presence is very important. Without the local presence, the companies cannot survive in the abrasive market that is why if you see in India also, the market for standalone abrasives predominantly caters to the domestic market. Like that the companies which we have acquired in Germany will cater to the markets in Germany as well as the European market over there, and it is already established, it has got branch, it has got very good distribution channels and the market is well accepted. The product quality is there, and it’s a readymade market. So, we feel that the success will continue in this acquisition also…
The main reason to acquire these companies was that they bring readymade product with clients so that we can actually sell more products to the same client… The second, of course, the synergy benefit is also there. The product offerings given by the new companies will fill the gaps in the products, which are supplied at this point of time from the CUMI’s angle, and this will bring in the synergy benefits. RHODIUS already has an established distribution network. The CUMI products can be sold using RHODIUS network in the other parts of the world. Like that the RHODIUS products can be sold within the Indian market and Asian market. So, it is a win-win strategy in terms of the synergy benefits, as well as the existing market. So, it’s a double benefit for the acquisition…
We can leverage Indian base to leverage that synergy benefit of sending the Jumbos and then converting it in the local geographies is well thought out and then we will be doing truck also. Instead of selling the converted product and fitting to customer’s specification, it may not be feasible if you are selling from India. Instead, if you are selling in the jumbo form and then getting it converted in the local geographies to meet the customer specifications that would be a better choice than selling the product per se. This will be a real value addition and it will save the carrying cost of the inventory both ways, and it will ensure that the products are made available at a time when they are demanded by the customer so that the demand is not left out and is addressed at that time.
In December 2021, CUMI entered into an asset purchase agreement with AWUKO Wandmacher GmbH & Co. KG, a German company undergoing insolvency proceedings, to acquire its main assets, including land and building, plant and machinery, fixed assets, leased assets, brands and trademark, patent, technical know-how, and other intangible assets, for 8 million Euros.
AWUKO is a renowned brand in Coated Abrasives, with over 120 years of experience in manufacturing quality abrasives for wood and leather sanding, metal, and lacquer applications. The company has state-of-the-art production facilities that enable the manufacturing and packaging of abrasives in the world's largest manufacturing width, providing CUMI with a competitive advantage. With this acquisition, CUMI will have access to 10 million square meters of Coated Abrasives capacity, a global distribution base, and an experienced process and application engineering team. Moreover, CUMI can provide critical raw materials to AWUKO from its operations in India and Russia. The acquisition will help CUMI expand its product and technology portfolio and access European markets.

February 2022 also marked the execution of a share purchase agreement for acquiring all shares in RHODIUS for an enterprise value of 55 million Euros. RHODIUS concluded 2021 with Sales of 62.5 million Euros along with a healthy return profile. RHODIUS Abrasives is a leading global manufacturer of thin wheels well recognized for their high quality and performance. They are reckoned as leaders in product innovation with a unique professional segment product suite backed by a strong proprietary product production process. Since 1960, RHODIUS, using machinery developed in-house, started manufacturing high-speed, glass fiber-reinforced, resin-bonded cutting and grinding discs. RHODIUS is one of the largest manufacturers of grinding discs in Germany and an international leader in the extra-thin cutting disc segment.
RHODIUS is a global manufacturer of high-quality thin wheels that are widely used in the metal construction, heavy industry, and automotive industry. The company distributes its products through specialized dealers to tradespersons and manufacturers. RHODIUS is recognized for its pioneering role in producing specialist tools for machine-based metal cutting and grinding. Its product portfolio ranges from extra-thin cutting discs to a wide variety of fine-grained polishing discs. In addition to customers in the skilled trades, the company's abrasive products are also utilized by heavy industry, shipyards, and foundries for their day-to-day work in metal and stoneworking. RHODIUS is renowned internationally for its innovative products, including a unique series of transparent flap discs and patented Hydro-Protect technology. The company is best known for its continuous product development and ultra-modern manufacturing methods, which ensure high-quality products.
For over 70 years, RHODIUS has been a leader in the manufacturing of high-performance grinding and cutting consumables for metal and stones. They have an extensive product lineup with patented benefits that give them a competitive edge. RHODIUS produces the world's thinnest cutting wheel with innovative features such as more cuts per battery charge, and they have a highly automated production process that sets the industry benchmark. RHODIUS is a well-respected proprietary brand with established dealer relationships in EMEA and the USA. They generate more than 70% of their revenue through exports to over 100 countries.
The Indian Market for Thin Wheels is expected to grow fast with the Gati Sakthi program of the Government of India along with growth in the USA market with US Government's committed spending on infrastructure. Similar trends are visible in other geographies. CUMI sees synergies in assured grain supply, market access in India and Russia, and making CUMI’s products available through RHODIUS’s distribution network. The CUMI-RHODIUS synergy will benefit both entities by positioning them in a strong spot to play to potential and capitalize on global market opportunities.
“We are very moderate in US, we are only in precision area, but there is a big market for both the precision coated abrasives as we call it, and also in the case of Europe, the acquisitions what we have done now in the coated abrasives, has applications across geographies whether it is India, Europe, and America. Obviously, the first market would be to regain the markets in Europe through AWUKO and in case of RHODIUS built on what we have, a very strong brand, very innovative product range and abrasives market in the Europe and transfer that strength to India because India is one market, which is a much bigger market where we don’t have till now a good product for that market. So, I am looking forward to leveraging the RHODIUS brand and strength to build a market in India.”
Leveraging Distribution
CUMI has established a robust distribution network consisting of over 2,000 dealers and distributors, and more than 10,000 retail touchpoints in almost seventy years. CUMI intends to use this distribution network as a springboard to expand into related product categories such as masking tapes, metal working fluids, construction chemicals, adhesives, paints, coatings, 3D-printed abrasives, and more. This approach is expected to result in higher-quality growth that is also more capital efficient than the company's current operations.
Supply Chain Control
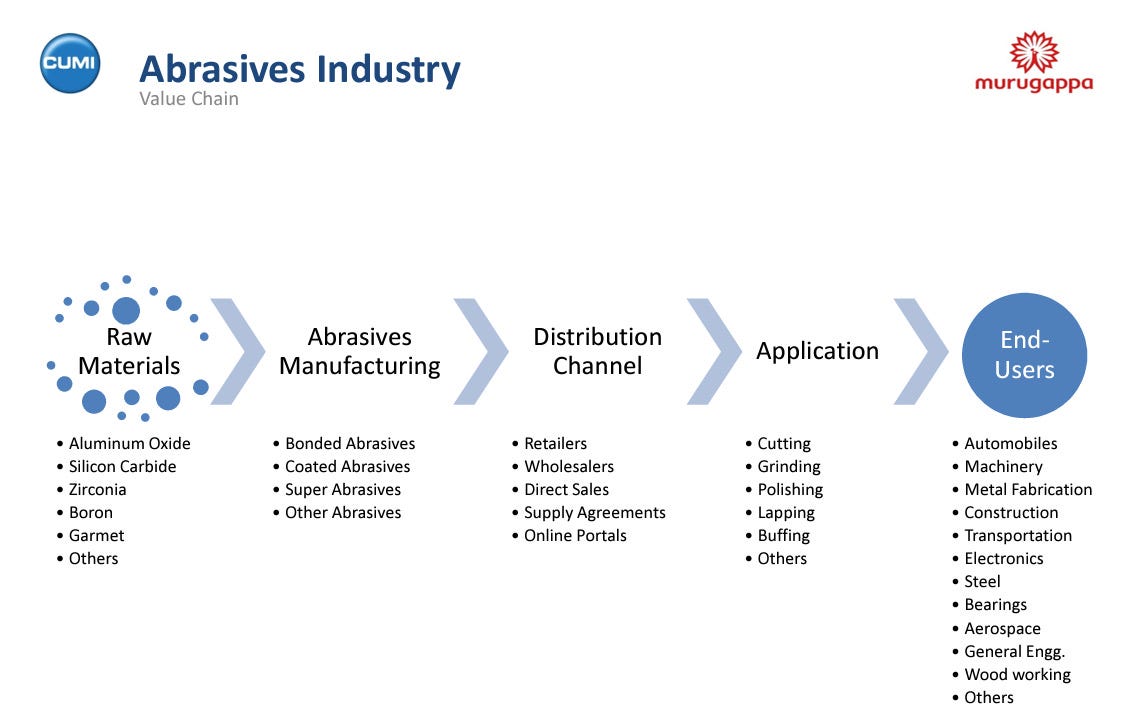
Apart from distribution, sourcing raw materials is another competitive advantage CUMI has built over almost seven decades of its operations. Many abrasives manufacturers face significant challenges with raw material availability and volatile prices, with no active derivatives market available for hedging. However, CUMI's Abrasives division has overcome these challenges by sourcing high-quality raw materials such as White Fused Alumina, Synthetic Fused Alumina, Brown Fused Alumina, Semi Friable Alumina, Blue Fired Semi Friable Alumina, Azure-S (Ceramic Grains), Alumina-Zirconia, Silicon Carbide, and Treated Grains from both its Electro minerals division and top suppliers around the world.
The team of experienced application engineers at CUMI works closely with these raw materials to formulate and design products that meet international standards and are competitive in the global market. The division's core objectives are to use cost-effective manufacturing techniques and implement quality control systems to ensure that the best products are delivered to customers at affordable prices. CUMI's strategy over the years has been to increase indigenous sourcing, reduce the gap between exports and imports, and ensure sustainable profitability in the Abrasives business.
“Everything starts with raw materials. By virtue of our backward integration, we use the best of raw materials manufactured by us. When we have to source from outside, we order them from our approved vendors who are ISO certified and who have a rigid quality control regimen. All our grinding and cutting discs are manufactured in our state-of-the art manufacturing facilities which re IO-9001, ISO-14000 and ISO 18000 certified. We have stringent process control and final product quality checks. By this not only the best grinding performances are achieved, but also the highest levels of product safety is maintained in accordance with EN-12413 standards. In our plants we have been practicing TQM since 1994 and TPM since last 2 ½ years. Our plants have also won the GIPM Excellence Awards.”
By having this level of control over the supply chain, CUMI is not only cost-competitive but also resilient, making it one of the few Abrasives manufacturers with such a capability.
At The Curve
Today, The Division offers surface engineering solutions with a wide range of end-use applications, serving a diverse group of industries, including both precision and mass markets. However, due to the varied demands of such a large audience, it's impossible to apply a one-size-fits-all approach. In response to this, The Division has restructured its customers into two categories: mass market and precision engineering. This approach allows them to cater to the unique demands of each category with greater agility, promoting a customer-centric approach and creating a cadence that better meets their needs.
“The customer profile may range from a carpenter, weld grinder, or painter who is looking to finish his job quickly using a coated abrasive sheet or disc; to a technically qualified engineer running a CNC machine who uses a vitrified multi-rib gear grinding wheel to engineer a precision gear. This requires that the respective teams across functions – manufacturing, technical, and sales & marketing – have a capability and culture attuned to understanding the science of the product and application, to meet diverse needs. Application technology extends its support in understanding the needs of new customers, working back and forth rigorously, capturing the value, and onboarding them as our Key Accounts. While we remain competitive in India at large, Exports marketing bears the onus of proving our competitiveness globally and helping us to play the game on their turf.”

The abrasives business has been witnessing a change in the application of its products in the industry - moving from heavy material removal operation of grinding to finishing; manual to machine operations. Higher operating surface speeds, faster feed rates, better fluid delivery systems, and cutting-edge dressing mechanisms have been some of the highlights of the new-age machine tooling systems. Additionally, the material surfaces have evolved from Mild Steel to High-Speed Steel, Metal Alloys, Glass, Ceramics, and Composite Materials, which has opened up new opportunities for CUMI to improvise and develop a whole new range of abrasive products.
“Bonded abrasives and metal-centric manufacturing — will decline. There will be demand for tighter tolerance and better finish (for example, gorilla glasses in smartphones) with lighter material. So, CUMI is getting more and more into precision grinding and all its investments are directed toward that. CUMI will also move to value-added manufacturing — along with it, other things such as 3-D printing.”
In addition to its other capabilities, CUMI has developed innovative smart products that are both ultralightweight and sensor-embedded, allowing them to be easily integrated with advanced robots and machines. One recent example of this is their IoT-enabled grinding wheel, which is equipped to monitor the real-time temperature in the grinding zone and make necessary adjustments to the grinding parameters. This technology enables the burn-free grinding of high-value components, resulting in higher-quality finished products.
Keeping with the trends, CUMI has invested prudently in facilities producing High-Performance Grains – Semi Friables, Microgrits, and Ceramic Grains (being one of the only three companies in the world that produce ceramic grains), which have been used to develop products that provide superior precision and finish, as demanded by the market.
“The precision abrasives, while it is moving more and more towards super abrasives for finishing business, it is also largely due to the fact that the forming processes, it leaves very little room for removal of materials. Many of the processes are very critical for tolerance. The demand is of finishing and polishing more and more. While the productivity driven abrasives, which are all the thin wheels or coated abrasives means, they would get to be more mechanised. So, people will use more and more power tools to mount coated abrasives or thin wheels for fasted cutting. Even in thin wheels gone are the days when people were looking at life, people look less life, so they don’t want to have long life, they want to have little life but very-very fast cutting and that’s on one end, but on the abrasives which goes into larger machines for example, here you want long life because there robotics have started coming in, so many people are using robotic grinders. Robotic grinders mean that they want to see the abrasives to stay there forever logically. So, these are multiple things that are happening in abrasives. So, which is just no longer cost driven, it is performance driven, it is life driven, it is design and very application driven as well..
With the rapid growth of sophisticated machine tool systems, the understanding of grinding has improved in the last few decades. From merely the number of parts ground, the performance of today’s grinding wheels are evaluated in terms of the total system productivity. To address the high speed and high productivity requirements of our customers, CUMI has designed a range of fiber-reinforced lightweight wheels that are capable of being operated comfortably at very high speeds (125 mps) with better stability and reduced power consumption for better metal removal rates.”
To ensure adherence to high-quality standards, CUMI measures and tracks high-speed machining processes at the Surface Technology Centre, a state-of-the-art simulation lab, before the products are launched in the market. CUMI is among the few abrasive companies globally to have a comprehensive simulation lab of this kind.
“It is equipped with proto type machines and a simulation lab to provide a platform for experiential training and product testing. This Centre will also train the Application team and members from the Channel partners’ team to get hands-on training experience on the different products.”
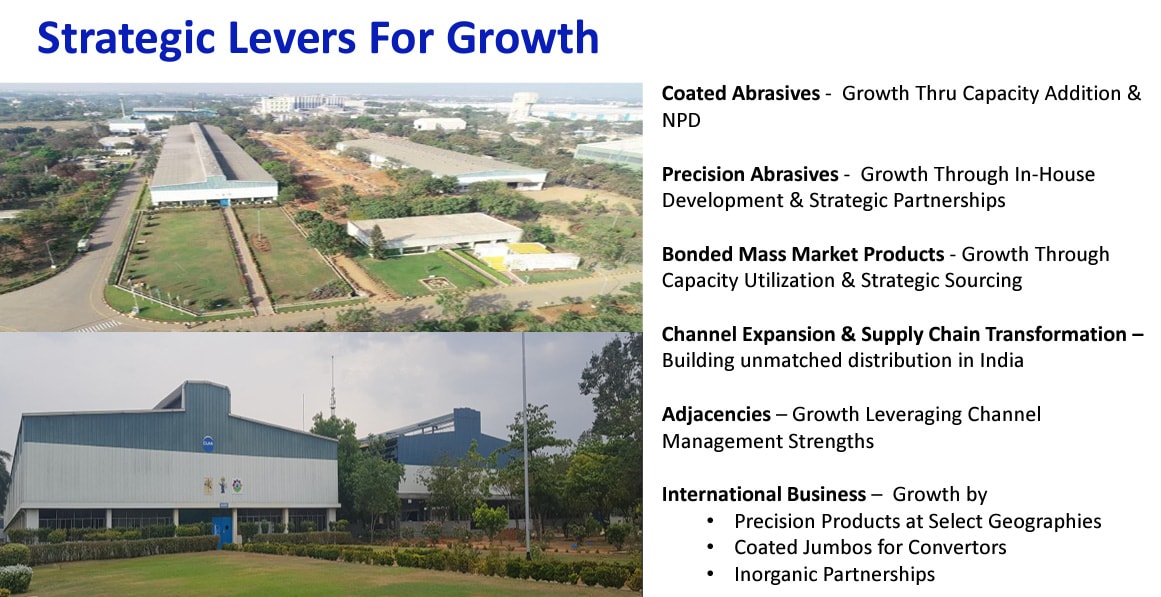
Growth Drivers
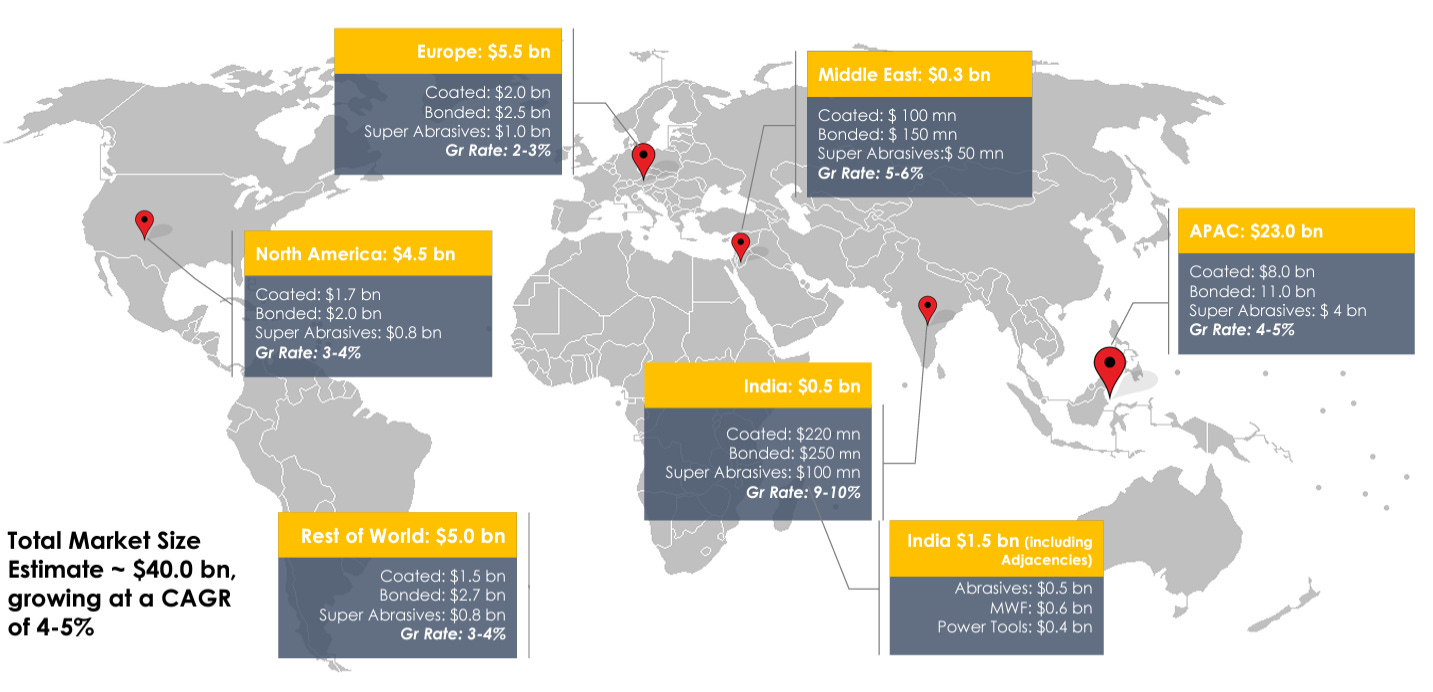
Abrasives products are ubiquitous in the development of any economy. The Global Abrasives Market generated revenue of around USD 42 Billion in 2022, with projections indicating that it will increase to approximately USD 65 Billion within the next decade. Typically, the abrasives industry grows at a rate of 2-3% faster than industrial production.
Given the Indian Government's focus on infrastructure growth through its 'AatmaNirbhar Bharat' programs and the revival of industrial growth to address both domestic and global demands through Productivity Linked Incentive schemes, the demand for abrasives is expected to remain strong in the coming years. This trend is echoed globally with similar investments in mobility and infrastructure modernization, which bodes well for the Abrasives Industry's future growth prospects.
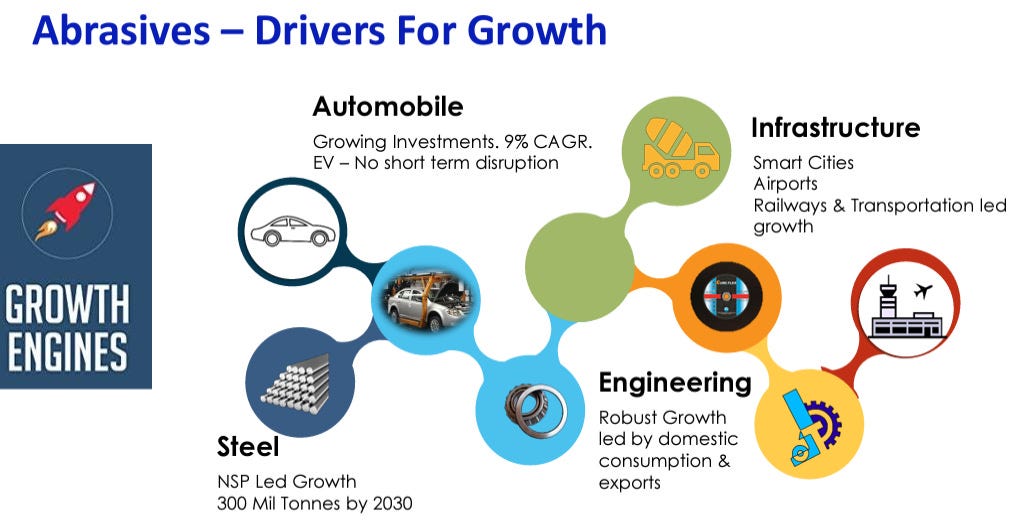
The Abrasives Market is driven significantly by the automotive and aerospace industries, where Abrasives are extensively used for grinding, cutting, polishing, and finishing applications. The automotive industry is the largest end-user of Abrasives, accounting for more than 50% of the global demand. The aerospace industry is the second-largest end-user of Abrasives, representing around 15% of the global demand. These industries require Abrasive products in large quantities due to their operations nature. Additionally, the ongoing development of new applications for Abrasives in both industries is expected to further increase demand.
The use of Abrasives in metalworking has been increasingly adopted, owing to their numerous advantages. The utilization of Abrasives results in improved finished product quality, enhanced production efficiency, and reduced costs. This trend has been a significant driver of market growth. Metalworking applications such as grinding, deburring, polishing, and finishing all employ Abrasives. These Abrasives contribute to the improvement of the finished product's surface finish, while simultaneously reducing cycle times and mitigating tool wear to improve production efficiency. Additionally, Abrasives minimize production expenses by extending the lifespan of tools and machines. Several factors, such as the demand for higher-quality finished products, improved production efficiency, and lower expenses, are driving the increasing usage of Abrasives in metalworking. As the demand for these advantages persists, the market for Abrasives is predicted to expand accordingly.
The growth of the abrasives industry is not only influenced by economic factors but also by behavioral and technological trends. One such trend is the demand for higher productivity due to rising wages, which has led to an increase in the power tool industry. As a result, abrasives used in handheld power tools need to be lighter, thinner, and faster-cutting with higher safety standards. The Coated Abrasives segment benefits from the shift in the Indian domestic market from manual grinding to mechanized polishing processes, creating opportunities for new products. The Bonded Abrasives segment is essential for the Construction and Transportation industries, which have shown significant growth due to rapid urbanization and higher disposable income. The Precision Abrasives segment is seeing a shift towards minimum material removal and no damage to high-cost alloy components in response to the demand for creating smooth surfaces. With the increasing popularity of 3D printing for metal parts and components, there is a higher demand for finishing technologies.

Financials
CUMI does not disclose Abrasives business financials separately, but based on my understanding of the business, on a steady state basis… this is a 60-70 % Gross Margin (materials contributing 30-40% to the cost); 16-20% Operating Margin business (manufacturing cost can range between 12-18% depending on the process used, employee cost at around 8-12%, ‘other costs’ with power being the major contributor at 14-18%); working capital might look like—50 days of receivables, 60 days of inventory, 80 days of payables (plus, minus here and there, the net cash cycle must be somewhere around 30-40 days); Cash Conversion over 70%; Tangible Asset Turnover might range between 2-3.5 times; ROIC of around 26-32%.
Several factors influence the profitability of the abrasive industry, such as the ability to pass on the rise in raw material costs to customers, the product mix (customized or mass-market), and the raw material sourcing mix (imported or in-house).
CUMI's product mix includes about 60% of mass-market (B2C) abrasives, such as coated abrasives, thin wheels, blades, super abrasives, and more, which cater to the retail market. The majority of Chinese imports are into this mass market, posing a higher risk of downtrading in case of price hikes. The remaining 40% of produced abrasives are customized, assembled products (mostly precision abrasives) that generally have higher prices and better profitability. They are mainly custom-built and cater to industries such as automotive, steel, and bearings.
As of FY23, the Abrasives segment had standalone revenues of around 1052 crores (48% of total standalone revenues); EBIT of around 163 crores (15.5% margin); average capital employed was around 378 crores. On a consolidated basis, it had revenues of 1283 crores (39% of total consolidated revenues); an EBIT of around 157 crores (12% margin); average capital employed was around 1123 crores.
However, these accounting numbers do not reflect the true economic earning power of the business. There are many reasons for it; Low utilization of the recently expanded facilities; Two acquisitions resulted in larger capital employed in the business and depleting margins because, one of the acquisitions was loss-making, and another one took a hit on profitability due to integration costs, goodwill right-offs, etc. Other reasons were supply bottlenecks, raw material inflation, and an increase in logistics cost, energy, and fuel; some of which are passed through and some of which have to be absorbed internally.
But if we exclude this one-off year, the business has operated at 13-16% operating margins and 25-30% ROCE. As the synergies kick in the coming 3-5 years, the accounting numbers will start reflecting the economic earning power.
Electrominerals—Traversing The Innovation Value Pyramid
The Electro Mineral Division (EMD) of CUMI was initially established as an internal supplier to other divisions within the company, as part of their vertical integration strategy. Initially, EMD supplied materials to the Abrasive, Ceramic, and Super Refractories divisions, which remain the main sources of revenue for the division. However, due to the commoditization of certain products, the division has moved into the specialty segment.

Over time, EMD has developed a portfolio of products to serve global customers, in addition to fulfilling internal requirements. Through pioneering efforts, EMD has developed proprietary products like Sol-Gel Alumina, Alumina-Zirconia, Monocrystalline Alumina, Ultra High Purity SiC, High Purity Graphite, Silicon Nitride, Synthetic BFA, and Graphene. These products are mostly developed in-house and many of them have been patented.

The Electrominerals Business has emerged as a significant global player offering raw material security and variety driven by innovation, leading to building businesses around specialty products. The division has a wide range of material processing capabilities such as fusion, controlled crystallization, agglomeration, sintering, crushing, micronizing, and nano synthesis. The strategy of the division is to grow the share at the top tier of the innovation value pyramid in the consolidated portfolio.

Most Advanced and Integrated Electromineral Complexes in the World
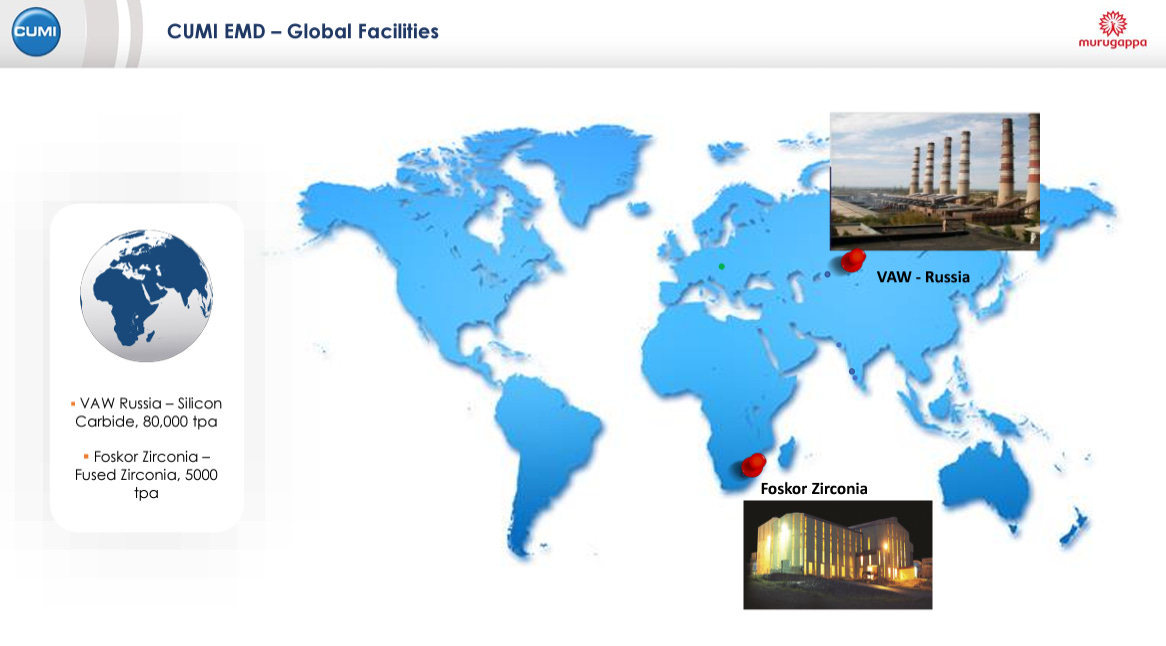
The Electromineral complex of Carborundum consists of fusion and processing facilities at Edapally, a world-class Microgrit facility at Kakkanad, a Silicon Carbide complex at Volzhsky in Russia (one of the largest of its kind), a smaller unit at Koratty, bauxite mines and a calcining plant at Okha in Gujarat, Quartz mines at Orlof in the Volgograd Oblast in Russia, stabilized Zirconia fusion and processing facilities at Phalaborwa in South Africa, as well as a 12 MW Hydel power plant at Maniyar in Kerala to insulate itself from fluctuations in power tariffs.
Over the past few years, CUMI EMD has invested nearly 100 crores in capital expenditures, primarily to enhance manufacturing capabilities. Among the upgrades, two advanced furnaces were added to the oldest manufacturing plant in EMD, located in Edapally. These furnaces were relocated from the Thukela plant in South Africa and were upgraded for better control. One of the furnaces was converted into a tilting furnace, leading to more efficient and eco-friendly operations. The new furnaces have also contributed to improved productivity and reduced manual activities, as they feature automatic feeding systems and are controlled by SCADA (Supervisory Control And Data Acquisition).
“Today if you look at similar furnaces across the globe, these furnaces are best in class for the operations of Brown Fused Alumina and Semi Friable Alumina.”

EMD has made another significant financial investment in the production of a new product line known as Zirconia Bubbles. Originally, the Zirconia Bubble Fusion Plant was installed at Foskor Zirconia in Phalaborwa, South Africa, and while product quality was stabilized, the plant's capacity utilization was only at 40-50%. As a result, management decided to relocate the operations to CUMI EMD, where the Zirconia Bubble Fusion Plant was modified to improve efficiency and reduce manual activities, resulting in increased productivity.
The new facility, which is equipped with a modern tilt furnace that can blow Zirconia bubbles at nearly 3000 degrees centigrade, is the first of its kind in the country and one of the few in the world. This, combined with the existing Electrominerals Plant, makes CUMI EMD the largest producer of Bubble Zirconia in the world, enabling access to new markets and newer applications.
Zirconia is widely used in various industries, such as ceramics, refractories, pigments, and the nuclear industry. It is also used in abrasives and refractories, feeding into the internal Alumina Zirconia plant. With the facility for this critical feed material under CUMI EMD's control, better quality and less dependence on imports have been ensured. Part of the Bubble Zirconia goes into the Alumina Zirconia plant, some into refractory, and the remainder, combined with expertise in contamination-free grinding, can be used for fine powders for pigments, engineered ceramics, and conversion of zirconium metal used in strategic nuclear fuel requirements.
Moreover, CUMI EMD has recently developed spray-dried Yttria Stabilised Zirconia powders, which are ready-to-press, providing superior sinterability for niche technical ceramic applications. These powders have a high degree of green machinability in the manufacturing process.

To facilitate unhindered worldwide expansion in the sol-gel product range, the division has also set up the Boehmite production facility. This will allow for the production of high-purity Aluminas suitable for a variety of applications such as engineered ceramics, LED substrates, electronics, catalysts, 3D printing, and others.
A state-of-the-art 12,000 sq ft facility has also been created in SEZ, Kakkanad to produce Polymer composite masterbatches for making high-strength polymers, Functionalised Graphene, and high purity Carbon Nanotubes. The plant has the capacity to process six lakh liters of graphene powder per year.

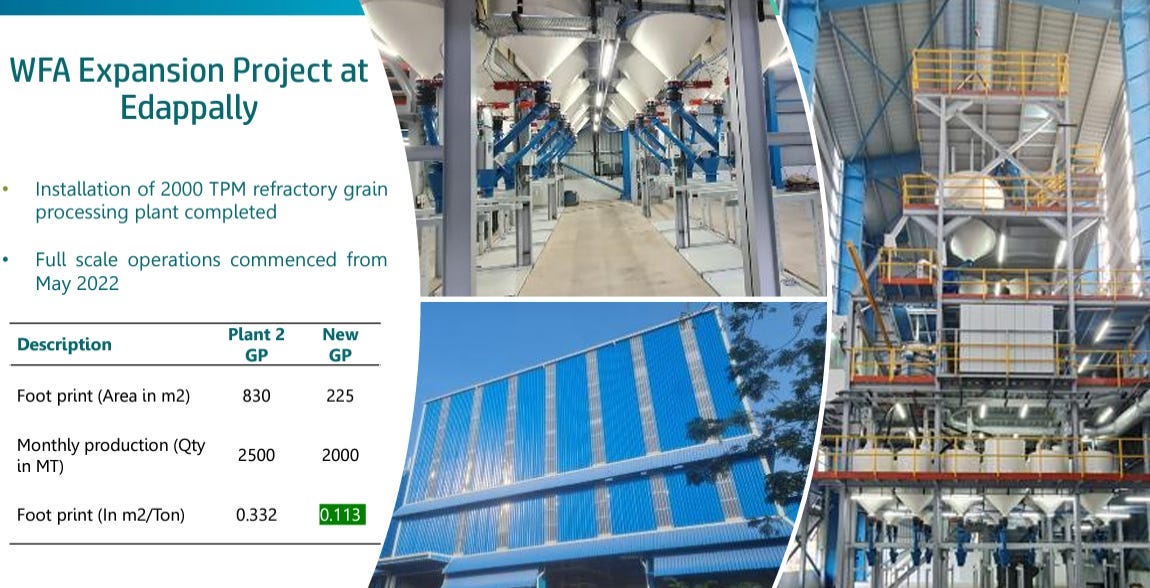
In the previous year, CUMI increased the size of its white fused alumina facility in Cochin by establishing a monthly processing capacity of 2000 tonnes, equivalent to 25,000 tonnes per year. This facility's distinct characteristic is that it has a vertical configuration and occupies a minimal amount of space.
The division has made additional investments to improve the performance of standard products using proprietary treatment techniques. This presents a significant opportunity to generate high-performance material from ordinary minerals such as Brown Fused Alumina, Silicon Carbide, or White Fused Alumina. By applying specific treatments such as chemical or heat treatment, the division enhances the properties of these minerals, resulting in surface modifications that improve their performance in specific applications. These treatments not only enhance performance but also improve productivity and consistency, providing a unique solution to customers' challenges.

Product-Application Matrix

Abrasives
CUMI EMD provides abrasives to domestic manufacturers of both coated and bonded abrasives and is currently upgrading its conventional products to value-added products with surface treatments, closely graded sizes, and customized particle shapes to meet customers' specific needs. The division's focus in specialty abrasives is on technical and sophisticated product manufacturers, both domestically and internationally.
Micro grits produced by the division are used in lapping and super-finishing abrasive processes, as well as in micro and macro blasting applications, where steel grits are appropriate. The hardness and toughness of Silicon Carbide make it suitable for such high-impact processes, and it is an effective abrasive for stone polishing in the marble and granite industries. Both domestic and international customers use the division's Silicon Carbide products for these applications.
The photo voltaic industry employs Silicon Carbide abrasives in the slurry medium for wafer slicing and polishing. However, with the availability of new materials like diamond and laser processing, the use of Silicon Carbide might be limited to only thin films in the future.
Refractory
CUMI EMD has been a longstanding player in the refractory market, providing popular products such as Fused Aluminas, Silicon Carbide, Fused mullite, Sintered mullite, and Zirconia, among others. The company has expanded its range to include sintered and Zirconia-based products, catering to a wider market. Alumina Zirconia, for instance, is produced via an electric arc furnace with strict solidification protocols. This process yields regular eutectic microstructures containing alternating alumina and zirconia as well as unique "cube-shaped" eutectic crystals. These grains offer superior wear resistance, spalling resistance, and thermal shock resistance, making them ideal for refractory applications. Depending on application requirements, CUMI Minerals can provide AZ with either a 40% or 25% zirconia content.
Cellular Ceramics
The division has created Nebulox, an ultra-light foam alumina that provides high-temperature (1700°C) insulation with very low thermal conductivity. CUMI is among the select few manufacturers worldwide with this cutting-edge technology which has applications in the aerospace and semiconductor industries.
The Nebulox range includes pellets, bricks, plates, and special shapes that can be customized to meet specific customer requirements. The raw material used in Nebulox boards is foamed alumina pellets, which undergo a patented chemical synthesis process that ensures high purity and chemical stability. Nebulox performs exceptionally well as insulation in fast heating and cooling processes, such as those found in high-temperature electric furnaces, industrial furnaces, laboratory furnaces, and specialty furnaces for various industries. These industries include vacuum, microwave, technical and electroceramics, hydrogen and CO atmosphere, oxidizing and neutral atmosphere, sintering furnaces for the automotive industry, and core sintering for fiberglass. The division aims to position Nebulox as a unique and unparalleled product in the market.
Diesel Particulate Filter
CUMI EMD has leveraged its technical expertise in micro grit production to develop a niche product for the automotive industry. This product is used as a raw material for processing filters in internal combustion engines. Specifically, it is used in diesel particulate filters (DPF), a technology offered by a limited number of manufacturers worldwide. EMD is a supplier to two of the largest DPF manufacturers. The primary function of the DPF is to reduce the emission of particulate matter into the environment after combustion.
Metal Matrix Composite
CUMI EMD offers specialized products designed for applications involving Metal Matrix Composites (MMC) in the foundry industry. These materials can replace metal and exhibit alloy-like mechanical and thermal properties. As an alternative to Zircon sand in the search for new foundry products, fused minerals have shown promising results, and the division has made some initial breakthroughs in this area.
Brake Pad/ Lining Friction
The friction industry serves as an automobile ancillary that produces brake linings. Brake pads are an essential component of the braking system, and fused aluminas and silicon carbides' abrasive grades are utilized in brake lining applications to enhance friction. In addition, there are products available for floor laminates to provide anti-skid properties.
CUMI EMD is also in the process of developing new products for applications such as batteries, catalysts, insulation, and polymers.

Thermal Spray
Thermal Spray is a process that involves coating a substrate with molten material to enhance its properties and performance. It has numerous applications, including increasing wear resistance, changing thermal conductivity, providing corrosion resistance, repairing damaged surfaces, improving aesthetics, altering insulation and dielectric properties, and creating thermal barrier coatings. Currently, there is a significant focus on thermal sprays, and CUMI has already developed, tested, and prepared products for marketing and sales. CUMI has advanced manufacturing facilities and can provide customized ceramic powders with different chemistries, such as Alumina Titania, Yttria Stabilized Zirconia, Silicon Carbide, Titanium Oxide, and Fused Mullite, as well as particle size distributions. The company has also entered into technical collaborations for developing plasma sprayed Ceramic membranes and Nanomaterials.
The global thermal spray market, estimated to be worth over USD 7 Billion, is growing rapidly and is a significant technology area. The market is divided into three categories: Equipment, Services, and Supplies, with Services accounting for the majority of the market at 77%, followed by Supplies at 19%. The market is concentrated in the western hemisphere, with Europe and North America accounting for 32% of the total market.
Thermal sprays are used in a wide range of applications, with usage primarily falling into three categories: Aero and Industrial Gas turbine Industries (IGT), Automotive Industries, and Other industries such as Oil & Gas, Pulp & paper, mining, biomedical, etc. The Aero and IGT industries account for 60% of the market, Automotive Industries around 15%, and the Others category accounts for 25% of the market. The Others category is a rapidly growing application group with significant potential for growth in the future, and new materials and methods are being developed for this sector.
CUMI-EMD is active in the field of ceramic Plasma spray consumables, which involves using a plasma torch to create a plasma jet to introduce the material to be deposited, typically as a powder, liquid, suspension, or wire. The flame's temperature can reach 10,000 K, melting and propelling the material towards a substrate where the molten droplets flatten, rapidly solidify, and form a coating. The company's thermal spray coating products include metal, ceramic, intermetallic, polymer, carbides, abradable, and self-fluxing alloys.
Road To AS 9100 Certification
The Aero and IGT industry, being the largest and most established market, has significantly influenced the industry's structure. Although there are only a few players who sell equipment and services, they are primarily integrated and offer a complete range of products. The Aero and IGT industry has established a system of OEM certifications for Aero/Turbine manufacturers due to the complexity, nature, and criticality of the application. While these certifications are not necessary for the field of consumables, other industries such as the Automotive industry have adopted them, creating practical barriers to entry.
On the other hand, non-Aero/IGT industries are characterized by numerous end-users outside of the majors who purchase consumables either in small quantities or through equipment vendors' tie-ups. CUMI-EMD, with expertise in controlled fusion, sintering, and precision milling and classifying, has developed technological solutions for ceramic plasma spray consumables. Some of the range of products developed over the years is summarised below:

Although CUMI's engineering products have been established in domestic and select international markets, they have been limited in volume, and the fragmented and supplier-specific nature of certifications has been a challenge to expand. Despite benchmarking studies showing that their products meet or exceed application parameters, CUMI has not pursued private certifications. As a result, their market approach has been to be a source for OEMs, providing bulk sales while participating in the market. However, OEMs have been slow to change sources, particularly with a potentially strong competitor like CUMI; leading the company to search for a solution provider that could offer a significant customer base and challenge existing players, while also benefiting from CUMI's strategic value and expertise. Enter GTV...
GTV Verschleißschutz GmbH is a German company that specializes in thermally sprayed component surfaces using particle bombardment technology. With over 35 years of experience, GTV is known for its high-quality and reliable delivery of all types of thermal spray products.
As a non-Aero/IGT independent equipment manufacturing company with a strong presence in Automotive and other markets, GTV manufactures integrated lines with robotics for industrial plasma spraying applications and provides consumables to its customers. However, the company has been burdened with having to purchase from potential competitors and has been seeking an independent powder manufacturer with the technology, capability, and willingness to learn and grow in new areas.
In the first face–to–face meeting with Dr. Schlafer and Dr. Wank, Deepak Nair (AGM – Marketing (Exports)) highlighted CUMI's technological capabilities, a broad product portfolio that EMD has in Plasma spray and beyond as well as the willingness of the organization to work with customers in win-win partnerships on Joint Development Programmes for mutual benefit. The investments and continuing to be made to support these new initiatives and markets were also emphasized. GTV was convinced about the mutual strengths that could be leveraged and over the coming months exchanged samples and information on identified projects. GTV was impressed by CUMI's involvement and modifications to samples based on their customer’s feedback. The first product was approved, and CUMI started providing reliable supplies and customer-specific packaging in late 2017-18. CUMI also provided a sample for a new consumable that was asked for by their customer, with a quick turnaround time that met initial customer expectations.
GTV's ability to meet delivery targets and achieve goals impressed their customer, resulting in increased recognition for CUMI. In June 2018, GTV officials visited CUMI's plants, where they saw firsthand the company's capabilities and expertise, leading both companies to explore more collaborative projects and research opportunities.
As a result of this partnership, sales in this category increased by 152%, and the addition of new products presents significant growth potential. For CUMI, this marks a significant milestone in entering the Thermal Spray market, allowing them to expand volumes and establish a presence in the fastest-growing segment of the market. The experience and insights with GTV have helped in shaping CUMI’s approach to other larger OEMs in the market.
CUMI EMD has recently obtained the AS 9100 certification, a widely-recognized and standardized quality management system for the aerospace industry. This certification allows the company to produce ceramic powders that meet the requirements of Aviation, Space, and Defense applications and provides a vendor-independent certification to the largest and most established segment of the industry.
That’s So SiC
With the advent of IoT, 5G, green energy, and electric vehicles, the market has shown an increased interest in Wide Band Gap (WBG) semiconductors. These semiconductors can effectively demonstrate high-voltage, high-temperature, and high-frequency capabilities and meet the demands of current mainstream applications for high energy conversion efficiency. As a result, they have become the darling of the market, opening the prelude to the new era of third-generation semiconductors.
In the field of semiconductor materials, the first-generation semiconductor is "silicon" (Si), the second-generation semiconductor is "gallium arsenide" (GaAs), and the third-generation semiconductor (also known as "wide energy gap semiconductor," WBG) is "silicon carbide" (SiC) and "gallium nitride" (GaN).
Wide-gap semiconductors have an "energy gap," which refers to the minimum energy required to make a semiconductor go from insulating to conducting. The first and second-generation semiconductors, silicon and gallium arsenide, have low energy gap materials with values of 1.12 eV and 1.43 eV, respectively. On the other hand, the energy gap of the third-generation semiconductors, SiC and GaN, reaches 3.2 eV and 3.4 eV, respectively. This makes them more stable and better suited for high temperature, high voltage, and high current environments, compared to the first and second-generation semiconductors, as they do not easily change from insulating to conductive.
Due to its strong bonding forces and thermal, chemical, and mechanical stability, Silicon Carbide is suitable for high-voltage and high-current applications such as electric vehicles, electric vehicle charging infrastructure, solar and offshore wind power, and other green energy power generation equipment. SiC is a "homogeneous epitaxy" technology, which means that it has good quality and good component reliability. This is why electric vehicles choose to use it, as it is also a vertical component, resulting in a high power density.

Silicon carbide is a rare substance found naturally only in meteorites. The vast majority of silicon carbide is artificially produced using the Acheson method, invented by Edward Goodrich Acheson in 1890. Silicon carbide contains equal parts of silicon and carbon and has over 200 crystal polytypes, but only three - 3C, 4H, and 6H - are suitable for electronic devices. 3C wafers are not widely available, leaving the choice between 4H and 6H, with most commercial research focused on the former.
CUMI is leveraging its expertise in Silicon Carbide (SiC) to develop it to the level of 5N purity that has applications in semiconductors.
“Our focus in the silicon carbide semiconductor value chain is the high-quality raw material required as a feedstock for growing silicon carbide crystals. During the year, pilot scale trials have been conducted successfully to establish each stage of this stringent process.”

SiC has gained attention recently due to its potential to revolutionize power electronics. This was sparked by Tesla's adoption of an ST Microelectronics SiC-based inverter for their Model 3 Electric Vehicle in 2018. This move allowed Tesla to halve the size of one of the EV's critical components and has sparked interest in other industries. For instance, SiC-based solar inverters have shown a 20% cost reduction over their silicon-based counterparts, which is highly relevant in this competitive space.
Silicon carbide wider bandgap than other semiconductors such as silicon, giving it critical advantages like higher voltage and power handling, faster switching, better efficiency, and a smaller form factor. It enables the design of more compact and efficient power electronics systems, which are essential for electric vehicles, renewable energy systems, data centers, and high-power applications. SiC-based power electronics can operate at up to ten times higher temperatures, ten times higher voltages, and up to five times higher switching frequencies, making it a disruptive technology. It is particularly useful for electric vehicles' battery power systems, with the main market for SiC being in the 200V-450V range, with higher-end models developing towards 800V, which is the main market for SiC.
“So silicon is a favored material for IC chips which goes into all over electronic circuits and that has been so for many years and they achieved, they are easily available, but they have limitations in terms of how much of power density they can take. So the future when you have things like 5G coming up or the electronic components in EV cars coming up they need power inverters or the chips which can withstand high temperatures and also high power densities and that is where materials like silicon carbides and other materials like gallium nitride, etc., come into play.”
“In the case of silicon carbide, we are looking at a couple of levels. One is in terms of generating or synthesizing the powders of this purity. We have achieved now reasonable levels of impurity rather than purity levels because impurities are more important than the purity here because that is what is used to grow the single crystals and we have invested in a pilot to not only produce the powders, but also the crystals, wafers as well. So, that will give us an understanding of what really is required to make the powders work for this application… We have set up a unit or what is called a reactor system, which would give us reasonable amounts of volumes to establish consistency of our product quality.
The high purity silicon carbide is largely used in power electronics and depends on the market size at various levels starting from $250 million to $500 million, various reports… this depends on the speed at which people would start adopting these materials for whether it’s EV application or battery management systems. So, it is a very fast evolving technology with the way at which unlearning has to happen or the learning has to happen. So, people are moving away from a 4-inch wafer to 6 inches and some now to the 8-inch wafers already. So, while the popular ones are still the 4- inch wafers, moving towards 6-inch and 8-inch wafers would make the processes much more cost efficient. So, that is where the R&D is headed, and we will see more and more companies moving towards those sizes and that also places a lot more challenge on the producer of the powder itself because having a powder for a 4-inch crystal is a completely different challenge for 6-inch or 8- inch crystals. So, I believe that the silicon carbide mono crystal will see a significant rate of growth, it may be small today, $250 million is not a big amount, but I believe that it can grow significantly. So, we do have our R&D working on both India and Russia and I am confident that they would definitely be looking at a much efficient towards the end of this year.”
Silicon carbide manufacturing is a relatively new technology, and the process of producing high-purity silicon carbide wafers is challenging. The traditional method used for making silicon wafers does not work for silicon carbide due to its sublimation rather than melting properties. The Lely method, discovered in the 1950s, allowed for the production of silicon carbide crystals but still had limitations. In 1978, the method was modified by Tairov and Tsvetkov to produce boules of one pure polytype at a rate of a few millimeters an hour. However, producing larger-sized wafers and reducing defect rates remain significant challenges. Additionally, cutting the wafers requires synthetic diamonds, and doping to conduct electricity requires high temperatures, necessitating alternative methods.
Regardless, Silicon carbide (SiC) power chips are essential for controlling the flow of power in an electric vehicle (EV). Not only are these chips attractive to the automotive industry, but their superior properties relative to the prevailing silicon power chips also make them optimized for use in the infrastructure needed to support EVs (e.g. charging stations, smart grids, and energy storage). With the growing demand for electric vehicles, both at the consumer and municipal level, as well as an increasing need for data centers to support the vast amounts of data generated by IoT, software, and other data–heavy operations, SiC is certainly a semiconductor of the future. It is a key component in the decarbonization drive in transport and energy infrastructure.

Battery Materials
With the increasing emphasis on electric vehicles, the division is focusing on battery materials. Currently, the vast majority of batteries in portable electronics and transportation are lithium-ion. An ion is basically an atom with an electric charge and, depending on the application, the battery may contain elements such as cobalt, iron, phosphorus, manganese, nickel, and graphite.
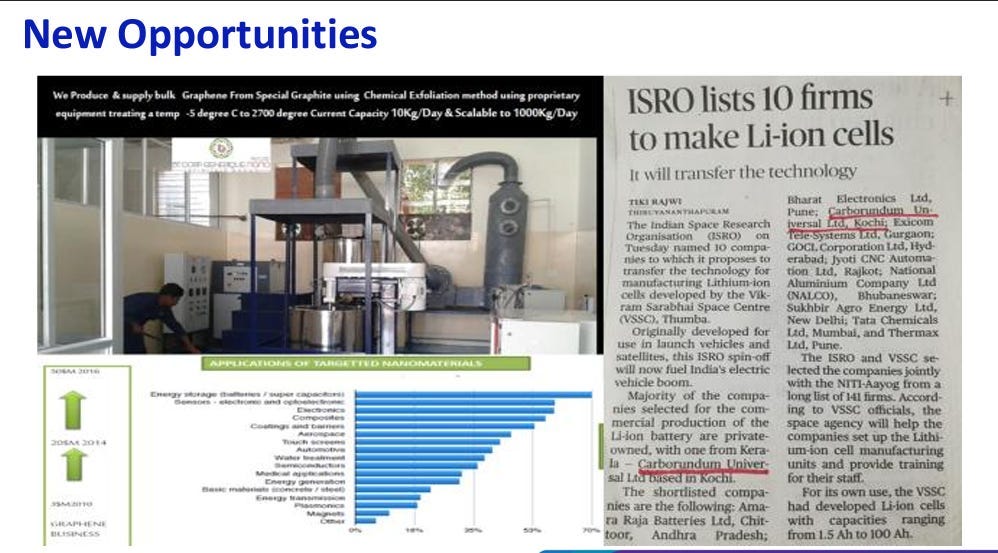
CUMI is developing Natural Vein Graphite for applications in Lithium-Ion energy storage devices.
“In the case of graphite, we have been working with institutes like the CECRI, which is the Central Electrochemical Research Institute where we have supplied reasonable volumes of high-purity graphite for their evaluation. So, you may remember that CECRI and CUMI among others have been given the license for the technology for making the batteries. While we are not into the batteries themselves, battery materials are what are of interest to us. So, this is a part of that program where we start working with CECRI and others to establish our products.”
They are not going to manufacture any batteries directly. They will be supplying critical materials to the battery manufacturers—an intermediary supplier. It involves various cycles and stages of testing; the products are to be tested at various stages on the quality front, on the application front, and the usage front. At every stage, it will be tested by the OEM through external agencies also. CUMI has crossed various stages and is almost in the final levels.
“We have crossed some of the cycles and our products have established and it has been accepted by the OEMs and because the data cycle, first the product has to be accepted by them, second on the application front, it has to be established and they should feel satisfied with that. After the product gets stabilized, the demand will increase and then it will be in-line with their production. So, it is a permanent demand and it will be on the higher side only. It will be linked to the output sales of the OEMs.”
Battery materials suppliers are in an advantageous position in the value chain compared to battery manufacturers. Once a critical material supplier's product gets approved, there is a high switching cost due to long approval cycles and the criticality of the product. While this holds for battery manufacturers as well; battery manufacturing is attracting more competition due to its high growth and market size, while battery materials are niche and have a relatively smaller market size, resulting in less competition.
Ushering In The Carbon Age
The era of mass production began with the use of metals, while the digital age relied heavily on silicon wafers. However, with the increasing demand for computing power, the limitations of silicon wafers are becoming apparent. To move forward into the Experience or Imagination Age, a new material is required, and that material is likely to be Carbon - whether in the form of Graphene or Carbon NanoTubes (CNT).
“Material Science is on the cusp of a major forward leap with new materials being discovered and created. Among them, Graphene has emerged as the wonder material of the future, offering unimagined possibilities for diverse applications.”
CUMI is ushering in the carbon age under the brand name, ‘Grafino®’. Grafino offers solutions for a wide range of applications in light weigh designing, strength & conductive property enhancements, wear protection, frictional properties, and a lot more.

For this purpose, a state-of-the-art 12,000 sq ft facility has been created in SEZ, Kakkanad to produce Polymer composite masterbatches for making high-strength polymers, Functionalised Graphene, and high purity Carbon Nanotubes. The plant has the capacity to process six lakh liters of graphene powder per year. The facility has a state-of-the-art application lab well equipped with various types of particle characterization equipment like laser particle size analyzers, Coulter multisizers, and BET surface area analyzers. The lab also has an FTIR spectrometer, an SEM, and various electro-mechanical characterization equipment.

CUMI already has the capability to produce graphite for battery material using Silicon Carbide but recently they had the opportunity to tie up with a graphite manufacturer in Sri Lanka. The company may import high-quality vein graphite from Sri Lanka for the plant. Thus, CUMI now has the choice of whether to go with its product or use the natural material available in Sri Lanka. Graphite once modified is a key ingredient for lithium-ion batteries which are key to future energy storage needs. CUMI’s proprietary process with access to high-purity graphite makes GRAFINO a world-class product for customers.
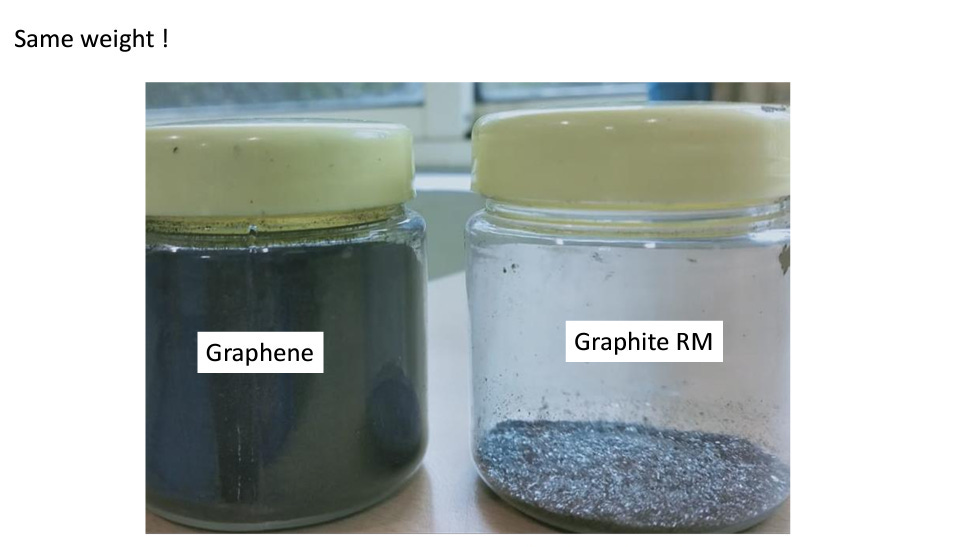
The Grafino product range encompasses a variety of products such as Grafino Powders which consist of several types of functionalized graphene powders including Amine Carboxylic, Phosphate, Hydroxyl, Reduced Graphene Oxide, and Multiwall Carbon Nano Tubes. Additionally, Grafino offers intermediates such as graphene-based nanocomposites, Poly Propylene Nylon (PA6/PA66), Polyethylene (LLDPE/LDPE/HDPE), various resins, various grades of Epoxy, and custom-made composites. Furthermore, Grafino provides finished products such as stable dispersions of graphene in water-based solvents, custom-made stable dispersions, and graphene-based coolants.
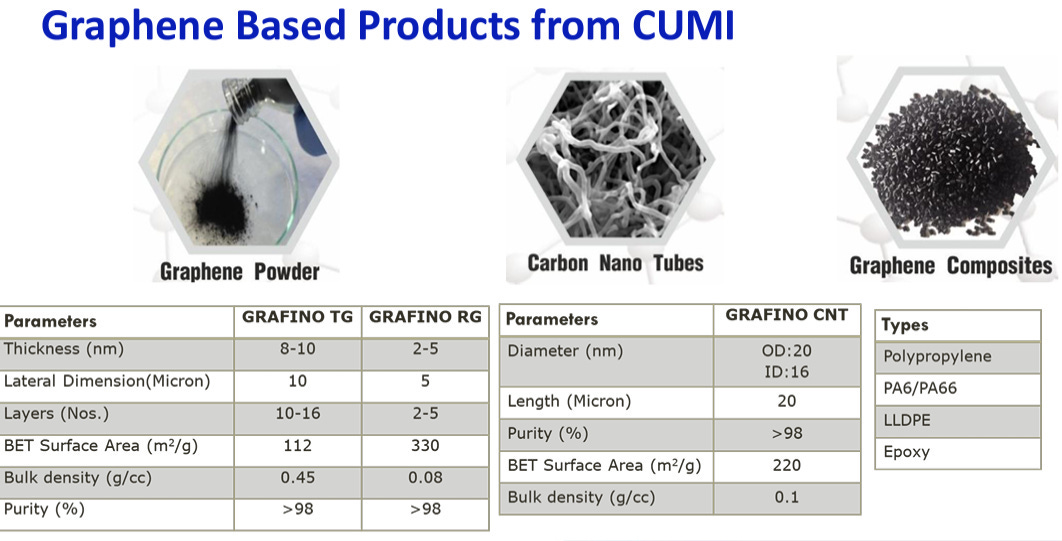
Finally, Grafino also offers application support to help customers improve their products' performance, reduce manufacturing costs, and lower development time.
“Even though Graphene was first isolated 18 years back, commercialization of the same for bulk application is relatively low. There are mainly three challenges faced by the industry for the large-scale commercialization of graphene. First, graphene still is an expensive material, necessitating corresponding property enhancement justifying the cost. The second factor is to identify the right type of graphene for the right application and ensure consistent availability. The third factor is the lack of application knowledge required for processing nonmaterial to get maximum benefit. For example, one needs to know the proper graphene dispersion technique to get maximum benefit in a composite application. However, more fundamental research and application development to establish the usage of graphene can possibly be the way forward to overcome the challenges.”

Graphene is a single layer of graphite, the most stable form of pure carbon found in nature. When rolled up, a sheet becomes a carbon nanotube. Originally observed in the 1960s, its importance was recognized with the award of the 2010 Nobel Prize in Physics to Russian-born Andre Geim and Konstantin Novoselov for their “groundbreaking experiments regarding the two-dimensional material graphene.” It has been hailed as a “wonder” material and as one of the most important breakthroughs in materials since the plastics revolution more than a century ago.

The study of the properties of different types of materials, combined with the capacity for manipulation and grouping of particles on a nanometric scale, opens up new possibilities for multiple lines of business. It has applications everywhere from energy storage and the development of faster electronic components to new water desalination and filtration techniques.
“Graphene, a two-dimensional one-atom-thick carbon allotrope, has emerged as an exotic nanomaterial of the 21st century and received wide attention due to its exceptional electrical, thermal, optical, and mechanical properties. Graphene is an extraordinarily light material. It is often said that a single sheet of graphene, which is sufficient to cover a whole football field can weigh under 1 gram. Graphene is 10000 times thinner than human hair and 1000 times lighter than paper. It takes billion stress cycles before it breaks, making it one of the most fatigue-resistant materials. Graphene and its derivatives are a very favorite topic of research in nearly every field of science and engineering. Recent progress has shown that Graphene-based materials can have a profound impact on composites, specialty coatings, electronic and optoelectronic devices, chemical sensors, nanocomposites, and energy storage.
For aerospace & automotive applications, graphene combines high strength, flexibility, lightweight, and high thermal/electrical conductivity making it a most ideal material. Apart from the lightweight composites the application areas in the aerospace industry like lightning protection, de-icing skin, sensors, and fast charging cells, graphene is found to be potential material. There are myriad opportunities for graphene in automobile including lightweight composites, which makes the vehicle lighter, stronger, and fuel efficient. Graphene-incorporated elastomers, vehicle interior and exterior coatings, additives used in EV cells, sensors, etc are some other applications where graphene could be of potential use.
Graphene-based composites are gaining widespread acceptability in many applications and a lot of commercialization possibilities in the area of graphene-incorporated elastomers, concrete, and thermosetting/thermoplastic polymers. These composites have multiple applications in the area of weight reduction, recycling and reuse of polymers, and carbon footprint reduction. Specifically, there is a lot of traction in using graphene from a sustainability point of view. A small addition of graphene can enhance the strength of concrete considerably, which has the potential of considerable reduction in cement usage.
Graphene’s very high electrical conductivity coupled with high charge carrier mobility enables it to consider for many energy storage applications. Graphene can significantly improve the properties of Li-ion batteries in terms of quick charging and holding more powder. Graphene can make batteries lighter and more flexible. Graphene is making fast inroads into capacitors and supercapacitor applications by replacing activated carbon. Graphene is found to be a promising material for electrodes used in proton exchange membrane fuel cells. Graphene could play a significant role in anti-reflection coating material used in solar cells. CUMI is actively working with leading research institutions like IIT Chennai towards the development of graphene usage in energy applications.
Worldwide demand for battery energy storage will significantly increase in the coming years and graphene-related materials could play a vital role in various energy storage system development.The basic structure of graphene is carbon. Any bio-waster decomposes to carbon on thermal treatment. Hence considering the chemistry of graphene, it is an environmentally benign product. Graphene, with its superior properties, can significantly enhance the performance of different materials resulting in less material usage and a corresponding reduction in carbon footprint. For example, a small addition of graphene can significantly improve the strength of concrete, which can lead to less use of cement whose production is well known for greenhouse gas emission. The addition of graphene helps in the recycling of various polymers without degradation of their properties. Graphene-based membranes have the ability to remove most of the contaminants from the water making it clean and safe to use.
In addition to being transparent, this material is a good conductor of heat and electricity and, it is the thinnest and strongest material known to science. It is 200 times stronger than steel but lighter (i.e. less dense) than aluminum, has better electrical conductivity than copper, has very high thermal conductivity, and is very flexible (it is harder than diamond but more elastic than rubber.), and is incredibly lightweight (1000 times lighter than paper). It is a superconductor and has great potential in the electric and electronic industry.

Graphene can significantly enhance properties in natural and synthetic rubber, tyres & other elastomers. It improves the charging speed and life of batteries used in electric vehicles. It improves the strength of concrete and can make marine structures corrosion-resistant. It finds its application in composites, technical textiles, conductive additives, electronics & photonics, energy storage & conversion, lubricants, paints, coatings & adhesives, masks & other PPEs, and a lot more.
CUMI is currently focusing on three main application areas, such as composites, coating, and energy through graphene powders. Towards this, the business has established collaborations with 15 academic institutions and 48 industries in India and abroad. These have led to development work on nine applications in composites, six applications in coatings, and four applications in energy segments. Among these applications, concrete, seals, O-rings, and packaging are nearing commercialization under composites. In concrete applications, these nano-additives reinforce the matrix through modified packing, reducing corrosion behavior and arresting cracks. Improved cement hydration, significantly enhances properties to yield high mechanical strength, life, and durability. The specialty formulation enables ultra-high strength concrete for demanding applications such as roads, rails, bridges, marine structures, defense, and industrial applications. The Business is also progressing well in using graphene to address specialty requirements in rubber products for enhanced performance and recycling.
In the area of composites, the focus is on elastomers, concrete, and thermoplastic polymers. For coatings, the focus areas are anti-corrosion, anti-microbial, and electrically conductive applications. Graphene coating is also used extensively in auto detailing applications. Energy-based applications are focused on the use of graphene in supercapacitors, batteries, fuel cells, and solar cells. After creating three distinct grades of Graphene (Niche applications in Opto Electronic Devices, Nano Components, and Energy Storage Devices), CUMI is now focused on combining Graphene with several other materials to create new product lines.
For the aerospace and defense industry, CUMI is working on developing graphene-based composites which can be used to create lighter and stronger aerostructures and body armor products. CUMI’s research team has filed a patent for the preparation of highly conductive grades of nitrogen-doped graphene through instantaneous thermal processing. This grade of graphene finds applications in supercapacitors, batteries, and fuel cells.
One of the examples where CUMI is further working is water purification. They are exploring nanomaterials for the creation of cheaper and more efficient filtration systems: Carbon-based nanomembranes already exist for the desalination and purification of water, and nanometric sensors can detect the presence of bacteria or toxins. Compounds such as titanium dioxide (which can be found in certain solar filters, for example) have demonstrated their capacity to neutralize bacteria such as Escherichia coli, which is found in the intestines of many types of animals.
Phase Change Materials
A phase change material is a substance that can both absorb and release heat through changes in its physical state, such as from solid to liquid and vice versa, resulting in a corresponding increase or decrease in temperature. This property makes phase change materials useful for various applications, including heat/cooling storage and retention, extreme weather protection, and overall energy efficiency.
Phase change materials harness the concept of "latent" heat, which is the heat required to change the physical state of a material, in addition to changing its temperature. The most commonly known phase change material is water, which requires a significant amount of energy to melt when in its solid form (ice) but requires much less energy to change its temperature when in its liquid state.
In recent years, there has been a societal shift towards adopting energy-efficient solutions in various sectors. Phase change materials have played a significant role in this progress by enabling the development of energy-efficient solutions in a wide range of applications. These include building construction, refrigeration of frozen food, and other modern energy solutions.
In 2021, PLUSS Advanced Technologies was acquired by CUMI, leading to CUMI's entry into the field of Phase Change Materials.
“Acquisition of PLUSS fits in well with CUMI’s long-term goal of pursuing opportunities that leverage material science sustainably. PCMs are thermal energy storage materials with versatile applications that serve the UN Sustainable Development Goals of Industry, Innovation & Infrastructure, Sustainable Cities & Communities, Zero Hunger, and Affordable & Clean Energy. CUMI has six decades of experience in processing varied materials, manufacturing, and distribution across geographies. Leveraging these strengths, we plan to offer global customers, a broad range of specialty PCM products and solutions.”
PLUSS Advanced Technologies was established in 1994, with a focus on R&D and the manufacturing of specialized polymers. In 2007, the company shifted its attention toward the development of Phase Change Materials (PCMs) technology. This shift was a significant milestone for the company, and they became the first non-European member of the RAL Quality Association for the PCM Industry.
To further strengthen its position in the market, PLUSS raised equity funds from Tata Capital Innovations Funds in 2012. This move enabled them to expand their R&D and commercialize temperature control solutions using proprietary materials. The products developed by PLUSS addressed unmet needs in the refrigeration, cold storage, cold-chain logistics, HVAC, and healthcare sectors. With its global presence, the company has a subsidiary in the Netherlands and offers a range of products that cover inorganic and organic materials, with form-stable functionalities ranging from -75°C to +89°C. The company has a total of 35 SKUs, including the savE® branded PCM range.
PLUSS is a pioneer in hydrated salt-based PCMs globally and was the first to develop leak-proof PCMs. The company has patents covering Europe, North, and South America, and Asian geographies, with over 20 patents and trademarks in its name, including PronGO™ for food cold-chain, Celsure™ for pharma cold-chain, savE® for its phase change materials, and OPTIM® for specialty polymers.
In 2015, PLUSS launched "Miracradle," an affordable neo-natal cooler that can function without electricity for treating babies born with birth asphyxia; This product was a significant contribution to the healthcare sector.
“PLUSS is a niche technology company with good growth prospects. Opportunities in the pharma cold chain, refrigeration & food supply chain, medical devices, buildings, and HVAC are emerging in India as well as globally. PLUSS with CUMI’s global footprint and investment support is well poised to address these opportunities.”
Financials
In FY22, the Electrominerals Division (EMD) generated approximately 1300 crores in revenue, which accounted for 40% of the total revenue. The division achieved an operating profit of 160 crores, which resulted in a margin of 14.8%. The capital employed in the EMD was around 600 crores, and the return on capital employed (ROCE) was 32%. Although the margins for the EMD have been somewhat unstable, it is reasonable to anticipate margins of 12-14%.
Due to the energy-intensive nature of the Electrominerals business, power expenses account for a significant portion of its operating costs. In this regard, possessing a captive power plant provides a substantial competitive edge for the business.
The mineral industry is undergoing significant changes, presenting new business opportunities and complex applications. The global supply of minerals has been affected by China's 'Blue Skies' Environmental Policy.
“With increasingly conscious customers and stringent government legislations, the move towards sustainable production is inevitable. At the core of all developmental trends will be a thrust on sustainability. There will be an abundance of opportunities for new-age materials like heat containment and phase change materials.
In India, the growing demands of infrastructure, a focus on domestic production, and continued increase in per capita income will be three significant contributory trends.
Another major shift is the introduction and widespread acceptance of EV. This development is changing the landscape of the minerals industry too. With today and the future in sight, the Electro Minerals division has developed a new range of materials like Ultra High Purity SiC, High Purity Graphite, Silicon Nitride, Synthetic BFA, Marlin AZ40 and Graphene.”
“The good news is that there is a continued demand for all these materials whether it is for medicines or the factories or for applications like floor laminates and metallurgy applications, foundry applications. So, those are increased demands and these demands are not going to dry down soon. But what’s also happening is our minerals business, whether it’s the natural minerals or for cosmetic minerals, energy costs are on the up, so energy costs are very critical to some minerals, more than the natural minerals. The demands of cleaner production processes are on the up, which means people have to invest in emission control, people have to invest in back filters, electrostatic precipitator etc. to ensure that emissions are limited and labor is not getting any cheaper. So, what’s happening is in China at least, the energy costs, labor costs have been on the up and while China because of its advantage on the cost manufacturing and high volume manufacturing have led the world in terms of the capacities of production of minerals, it is now findings it increasingly difficult to produce and distribute at much cheaper prices than what is available in the rest of the world. This gives us at least an opportunity in India and manufacturers who have built volumes, but also built volumes based on the strength of cleaner production technologies and that is where we are positioned today whether it is in Russia silicon carbide or Fused Alumina in India, our production is far-far cleaner than many of the companies in this space and not only on the clean production side, but also in terms of energy efficiencies, I believe that we are in a better position. So, that is the trend we are seeing, how do we lower the energy consumption of the business, how do we emit lower and how do we waste lower. That is the theme which runs across all the minerals producers and whoever is getting better at it, is the clear winner among us.”

Bottomline: CUMI's Electrominerals Division (EMD) offers a vast range of products that includes regulars such as BFA, WFA, and SiC, enhanced property variants through treated minerals, high-performance materials like Azures and Alumina Zirconia, Zirconia Bubbles, and a variety of fine and ultrafine powders. With the mines and the hydropower plant, the company has one of the largest integrated minerals complexes in the world, offering a wide range of products that cater to various industries. The EMD's vision is to be a co-creator of materials for various applications, such as batteries for Electric Vehicles (EVs), Silicon Carbide for electronic applications, and High Surface area powders for 3D printing. There are immense possibilities for the division to expand and diversify its product offerings to meet the increasing demand for performance materials.
EMD aims to increase its volumes by broadening its product range and leveraging its competitive advantage. The division plans to focus on innovation, research, and development to drive economies of scale and capitalize on its legacy and core specialties.
Industrial Ceramics — Moving Up The Value Chain
In 1991, M V Murugappan (former Chairman of CUMI)— "The Futurist of the Group" realized the importance of getting into ceramics; to introduce advanced ceramics technology to India and serve the needs of the Indian industry. He went to Golden in Colorado to meet the CEO of the largest US company in this space – Coors. Looking at the quiet, gentle, and polite ‘Indian’, the CEO, in a typically American way, told him, “If you have a million dollars, let’s talk.” He thanked him & came back. And the CEO thought he had ‘scared’ him off! In a week, he had a million dollars sent. The CEO was taken aback. The Coors deal was done. The division partnered with Coorstek of the USA for ten years to establish the business.

However, it was clear that CUMI needed to go beyond and develop further formulations, and further platform technology to support other applications. Following the end of the partnership, CUMI-IC developed all formulations and products in-house through a dedicated R&D team. The R&D team began by standardizing the Coorstek process and achieved stabilization in 2007. This technology is now no longer relevant as it makes only 5,000 cylinders a month. CUMI now has its own technology with a new 28-step process, which has improved quality and better yield. Coorstek now supplies some products from CUMI, which are not manufactured by them. Talk about coming a long way! In just over 3 decades, they have emerged as a globally renowned Industrial Ceramics company, providing top-notch solutions for a range of industries and applications across the world.

Industrial ceramic materials are non-metallic, inorganic compounds Industrial ceramics products are made mostly of high alumina. They have high melting points, low wear resistance, and a wide range of electrical properties.
The minerals used to make industrial ceramics materials are crushed or ground into a fine powder that is purified by adding it to a solution and allowing a chemical precipitate to form. The precipitate is then separated from the solution and heated to form a highly pure powder. After purification, small amounts of wax are added to bind the ceramic powder. Plastics may also be added to provide pliability. The powder can then be shaped into different objects by various molding processes such as slip casting, pressure casting, injection molding, and extrusion. After industrial ceramic materials are molded, they are heated in a process known as densification to strengthen the material.

CUMI’s Industrial Ceramics Business offers advanced Ceramics in Alumina, Zirconia, Zirconia Toughened Alumina, Aluminium Titanate, and Silicon Carbide products addressing Wear and Corrosion Protection, Electrical Insulation, Thermal Protection, and Ballistic Protection applications. These products cater to critical and demanding applications in Power Generation and Distribution, Mining & Ore processing, Cement, Ferrous and Non-Ferrous Industries, Automotive, Battery, Glass, Paper, Food Grain handling, Petrochemicals, and Ceramic Tiles.
The Industrial Ceramics Business has two verticals - Wear Ceramics and Technical Ceramics.

Wear Ceramics
The wear ceramics business vertical provides wear management solutions to enhance equipment life across a variety of industries such as Steel, Power, Cement, Bulk Material Handling, Mining and Mineral processing, and Coal Washeries. The key product categories are Wear-resistant tiles, Grinding media, Lined equipment, Composites & Non-Oxides. The Business has expanded its product offerings and developed new applications across key industry segments like port handling and non-ferrous industries. they have adopted a solutions-based approach to solving customer problems through on-site wear audits, superior design, and simulation, and on-site installation services, enhancing equipment performance, productivity, and life. They are testing a prototype for a remote monitoring system enabling the Company / its customers to forecast maintenance/changeover of equipment—CUMIWARE—The Wear Monitoring Device is designed to provide live wear liner tracking resulting in early detection and warning against future failure prompting necessary action. The division calls it the Hawk eye on Customer’s process operations. The aim is to have CUMIWARE as a standalone product for condition-based monitoring systems not only for ceramic Lining but for the entire wear lining applications.
CUMI is a leading manufacturer of Lined Equipment globally, specializing in producing value-added products and providing complete solutions for industries that require heavy wear and abrasion-resistant applications, specifically in coal washeries and thermal power stations. The equipment is constructed from fabricated steel and lined with pre-engineered ceramic tiles that are wear-resistant. CUMI's Lined Equipment products are known for their quality and precise assembly, which optimizes productivity and reduces downtime for customers. Recently, CUMI expanded its Hosur Plant for Lined Equipment, doubling its capacity and equipping it with the latest IoT-enabled Modular Manufacturing System. This state-of-the-art facility will enhance productivity and enable the production of high-quality products with complex shapes and geometry.
CUMI has enhanced the market position of Wear Resistant Ceramics through various initiatives, including collaborating with OEMs, partnering with subsidiaries and market representatives, and providing tailor-made wear services.
Currently, they possess formidable expertise in providing installation services to a variety of industries, including bulk material handling and cement, among others. This particular strength has proven to be greatly beneficial for them. Moreover, their team of specialists is also involved in conducting wear studies that enable their customers to engage in predictive maintenance and enhance their repair and maintenance planning.
One illustration of a successful partnership for the company is its collaboration with its subsidiary in Australia, CUMI Australia Pvt Ltd (CAPL), which has played a significant role in boosting its presence in the challenging Australian mining and coal washery market. CAPL leverages its ceramics expertise and provides a comprehensive range of products and solutions. The Australian team at CAPL has taken the company's solution-selling approach to the next level by fostering a partnership with identified customer assets. The success of this approach has earned the confidence of its customers to embrace design modifications to material handling equipment, resulting in better overall plant efficiency. This innovative approach has created a mutually beneficial outcome— a "win-win" and set a high barrier for competition.

CUMI has established itself as a leading entity in the Australian market, with a proven track record of successful execution of key projects in the mining and port handling segments. Within the Lined Equipment and Mineral processing industry in Australia, the Company is regarded as one of the major players. Despite there being around a dozen competitors in the market, the division's products stand out due to their superior quality and consistency, which has enabled them to continue dominating and expanding their presence. Additionally, the division has set its sights on expansion into the US and Japan, where it has become the preferred supplier of Wear Resistant products to several leading customers. As a result, the Business has been able to expand its customer base significantly, with strong growth in America, Europe, the Middle East, and Japan.
In the Wear Ceramics space, there are six major players globally - CUMI is one of the reputed players in the world. In India, newer application areas like dredging and dispersion of pigments in paints are opening up new opportunities for CUMI. There is a positive demand outlook for essential industries such as Coal, Steel, Power Plants, Cement, and Mineral processing. This is evident from the projections presented in the latest union budget, as well as the announcements made by both public and private players regarding capacity expansion. The growth potential in these sectors is expected to be further amplified due to production cutbacks made by Chinese players, who are currently facing environmental concerns.
The division aspires to be a “Specialist in customized wear protection across diverse industry segments using a range of wear materials” through wear management to extend the life of material handling equipment.

Technical Ceramics
Technical ceramics are a cutting-edge class of industrial materials that are revolutionizing various market segments worldwide. They are engineered to withstand the most rigorous operating conditions, including corrosive and erosive environments, high physical stresses, and extreme temperatures. Technical ceramics, also known as advanced or engineering ceramics, are customized to meet the unique demands of challenging environments. These materials possess exceptional properties that allow them to outperform conventional materials in situations where traditional materials would fail. As a result, technical ceramics have introduced new levels of performance to conventional markets and opened up opportunities for innovative blue-sky applications.
CUMI's approach to its Technical Ceramics business, which includes metalized ceramics and engineered ceramics, is to establish a robust technical and application-oriented partnership with its customers and collaborate on joint development initiatives. They prioritize key account management and strive for service excellence by ensuring product availability points are in proximity to the customer.
“In the ceramic industry where we are participating, has always been a technical intensive business. So, there we have to work with the customers along to see our application trends whether it is, for example, an alternative energy business, hydrogen electrolysers, we have to have a very close working relationship with customers and develop products and develop technology along with them.”
The Division's advanced ceramic products have a diverse range of applications, with its strength being the ability to offer products selected from a wide variety of base material formulations based on the properties demanded by end users.
Some of the key end-use segments are – medium and high-voltage electrical equipment (CUMI IC supplies metalized alumina cylinders for the manufacture of Vacuum Interrupters), wear-resistant liners, and lined equipment for wear protection in bulk material handling, cement, steel, and mining. Engineered precision ceramics for sealing applications in water pumps, chemical pumps, and various other products for size reduction (alumina grinding media and ball mill liners for use in size reduction), ballistic protection (monolithic ceramic armor plates and ceramic tiles for vehicle armor; engineered with Alumina and SiC combinations), ceramics for general engineering (like ceramic nozzles for argon arc welding, shot blasting), ceramic injection molded components (for applications in textile, etc.), thermal applications (magnesia partially stabilized zirconia for steel metallurgy and aluminum titanate for non-ferrous metallurgy), automotive applications (ceramic insulator bodies for igniters), Solid Oxide Fuel Cells (structural ceramics for SOFC’s), Bio-Ceramics (ceramics wound dressing products have application in the health care industry for post-surgical medical care and treatment of various wounds and ulcers) to name a few.
A new state-of-the-art hydraulic press was commissioned in 2022-23, enabling near-net forming of the next generation of Engineered Ceramic products – mainly for SOFC, Semiconductor, Electronics, and futuristic applications. Isostatic Press for larger diameter and longer parts, Ceramic 3D Printing capabilities - have also been added during the year, to enable manufacturing of the next generation of Ceramics for diverse applications.

METZ (Metallized Ceramics)
Metz caters to a niche clientele in the industry for critical and demanding applications in electrical transmission and distribution, electronics, medical electronics, defense applications, avionics, and several other high-temperature / high-power applications.
CUMI produces metalized ceramics with high-purity alumina in different grades. These ceramics have zero porosity, high mechanical and dielectric strength, and excellent electrical insulation properties, along with high thermal conductivity, volume resistivity, and low dielectric loss. The 94% alumina ceramics are commonly used in vacuum interrupters, and their microstructure is designed for subsequent metallization. The metalized layer is typically composed of a Mo-Mn coating with Ni-plating to ensure compatibility with the brazing process. These metalized ceramics are also coated with high-temperature impervious glazes to prevent surface flashovers. CUMI's high alumina metalized ceramics are used in various electrical insulation applications, such as vacuum interrupters, feed-through insulators, X-ray tubes, power switches, power grid tubes, and other devices. These ceramics are brazed onto special alloys using high-purity vacuum-grade materials like copper-silver, copper, and gold-nickel, and the resulting assemblies are used in high-voltage feed-through and vacuum feedthrough applications.
CUMI pioneered and mastered the manufacture of Metallized Ceramics in India. It is the only manufacturer of Metallized cylinders in India and has earned the patronage of leading global players (like ABB, and Schneider) in the Electrical and Electronics Industry, delivering excellent hermetic sealing and superior dielectric performance.
The Metallized Ceramics business was established with technology support from Coorstek. In 2008, the capacity and capabilities were enhanced to a global scale from 5000 to 50000 products per month, with technical support and consultancy from an eminent personality in the field of Metallized Ceramics. This expansion program was instrumental in laying the groundwork for the division's exponential growth.
In late 2013, demand for the product exceeded installed capacity, prompting the team to consider options for debottlenecking the existing production line to meet demand instead of investing in a new line, which would have cost approximately Rs 50-60 Crores. They named this project 'Project 108', both as a reference to the urgent need and as a reminder that producing 108,000 cylinders a month would enable them to reach their ambitious target of one million cylinders per year.
Under the leadership of Dr. Shyam S Rao, nearly 220 team members from various manufacturing and allied departments collaborated on Project 108. The team analyzed the 26 stages of cylinder manufacturing and categorized them into roughly 15 processes. Each process was then evaluated for debottlenecking and capacity enhancement opportunities. This methodical approach ensured that fixing weak links in one process placed the next process under pressure to do more, resulting in several innovative ideas from the internal team.
The team utilized the concept of Russian Matryoshka dolls (which is a set of wooden dolls of decreasing size placed one inside another / also called nested dolls), nesting smaller cylinders into larger ones to maximize furnace space and increase throughput. They also developed innovative approaches to enhance capacity in the machining and chamfering processes. By mounting two cutting tips on the same machine, the team was able to halve the cycle time for machining and parting, which typically took 10 minutes for a 375mm cylinder, effectively doubling the machine's productivity.
Similarly, in the chamfering process, the tool would first work on the internal diameter of the cylinder and then on the external diameter. By mounting two cutting tools in the chamfering process, both the internal and external diameters of the cylinder can be worked on simultaneously. This led to a doubling of productivity, within the same time frame with only a small additional cost of 3000 Rupees. As a result, production capacity increased significantly, from 0.6 million to 0.95 million cylinders in 2014.
What's remarkable about this project is that despite a total CAPEX of less than 0.6 crores, there was a tremendous 30% increase in production capacity. Additionally, the number of models manufactured jumped from 14 to 45, which is a significant improvement. To top it off, these changes also resulted in a reduction of variable costs, making the project even more successful.
CUMI finally achieved a satisfying victory in the metalized alumina cylinder industry by surpassing its Japanese rival, NTK Technical Ceramics, after four decades of fierce competition. The management acted swiftly to gain a competitive edge by striking a deal with NTK to acquire their technology, process, and machinery.
CUMI’s line of metalized cylinders has been very well accepted in the market, and there has been huge customer demand. This led the management to consider doubling production capacities, by setting up a new line. As this idea was being explored in 2014, word came that NTK, a leading ceramics company based out of Japan was planning to exit the business and were willing to sell its assets to an interested party.
After appropriate due diligence by the senior management, a decision was taken to acquire their assets instead of setting up a completely new line from scratch. Several rounds of discussion took place, with senior teams from both companies, visiting each other. This culminated with an asset transfer agreement being signed in June 2015, with CUMI acquiring not only assets but technology, process know-how, and access to key suppliers and key customers of NTK. This was a significant breakthrough, as it put CUMI in the unique position of engaging with well-established organizations globally and significantly strengthening its market position.
“Within the family of metallized cylinders, the way NTK processes its products is quite different. Formulation, equipment, cycle time - all differ. Thus it would help in making the products more efficiently. Going forward, the line can also be used for making value added metallized products for advanced applications in electronics, semiconductors, opto electronics and medical equipment. This has already been taken in the long term strategy of the division.”
With this plant coming on stream, they had a capacity of 1.7 million cylinders per year, making them the second largest producer in the world. In the global market, this made CUMI a force to reckon with in the alumina ceramics category.
The Business has drawn up a clear plan to be a global leader in Metallized Ceramics. Towards this, capacities have been further expanded by the addition of a new Continuous Metallization furnace. The Furnace has been successfully commissioned this year and has been released for regular production. This facility would help increase volumes with existing customers and enter new markets. The new facility at Hosur is now fully operational. With a total installed capacity of 1.9 million cylinders per annum, the Company is now among the largest producers of Metallized Cylinders in the world and is fully geared up to meet the increasing market demand globally. New capacity added enabled the business to meet increasing demand from the customers besides increasing the new customer base and footprint in new regions like Indonesia and South Korea markets.
The Business also completed the Installation & Commissioning of a Continuous Roller Hearth Kiln for use in the line to manufacture Metallised Alumina Cylinders used in Vacuum Interrupters. This would result in significant improvements in cycle times.
Alumina Ceramics
Alumina, also known as aluminum oxide (Al2O3), is a highly versatile material in the field of ceramics. It is the most widely used fine ceramic material due to its exceptional properties, such as high resistance to abrasion, corrosion, and excellent dielectric characteristics. Alumina is lightweight and provides a high performance-to-price ratio, making it an ideal material for various industries.
The alumina ceramics are classified based on the alumina content in the alloy, which ranges from 85% to as high as 99.8%. Each grade of alumina ceramics is suitable for specific applications. Alumina alloys with varying percentages of alumina content can be formulated and explored to meet the high-performance requirements of more challenging applications.
CUMI has a strong presence across the entire range of alumina materials, which are widely used by customers in various industries. They specialize in manufacturing customized high-purity alumina ceramics to provide wear protection, corrosion protection, electrical resistance, and ballistic protection. These products find diverse applications, including fluid handling equipment, the power distribution industry, and defense (personnel and vehicle armor) applications.
Additionally, CUMI's high-alumina technical ceramics are used in various wear-resistant nozzles, machine components, and applications in the paper and textile industries due to their high wear resistance and corrosion-free nature.
Aluminium Titanate Ceramics
Using a precisely controlled reaction-sintering process, CUMI developed reaction-sintered aluminum titanate (CUMITHERM) in 2011, which possesses exceptional properties ideal for non-ferrous cast houses and foundries. This material boasts high thermal shock resistance, low thermal conductivity, and non-wettability to most non-ferrous molten metals. To achieve these properties, CUMI combines high-purity alumina and titania, resulting in a micro-porous microstructure.
CUMI's reaction-sintered aluminum titanate product is now a well-established material in the European and Indian markets, as well as in the Middle East. CUMI offers dosing tubes for high-pressure die casting, metal pouring tubes and nozzles, sprue bushes, connectors, and metal tapping plates or plugs made from reaction-sintered aluminum titanate.
Zirconia Ceramics
Zirconia (Zirconium oxide, ZrO2) has exceptional electrical, mechanical, and thermal properties when combined with other oxides such as magnesium oxide (MgO) and yttrium oxide (Y2O3). CUMI's zirconia alloys are specially formulated to offer high fracture toughness, which prevents crack propagation in high-stress environments. This feature significantly enhances the durability and reliability of products made with these alloys.
Zirconia alloys are preferred for their exceptional resistance to thermal and mechanical fatigue, abrasion, and corrosion in high-stress environments. These alloys have a wide range of applications in industries such as battery tooling, extrusion dies, and petrochemicals. MgPSZ is a preferred ceramic material for pump seals and parts in the petrochemical industry.
Apart from structural applications, CUMI-IC also produces fully stabilized zirconia sleeves for oxygen sensor applications. Additionally, zirconia alloys are used in various components such as feeders, risers, stalks for low-pressure die casting, dosing tubes, sprue and gate bushes, cups, connectors, casting spouts, flow rods, retainer rings, nozzles, crucibles, and tap hole plugs. CUMI-IC offers customized special components as well.

In 2016, CUMI introduced CUMITHERM-Z, a line of standardized zirconia products specifically designed for thermal applications. These products are ideal for handling high-temperature molten ferrous metals, noble metals, and super-alloys. CUMI uses its proprietary monoclinic zirconia of controlled chemistry, specific surface area, and necessary additives to ensure high-quality raw materials. CUMITHERM-Z is engineered to withstand extreme conditions characterized by severe wear, corrosion, and high temperatures.
IC manufactures zirconia nozzles that are supplied to the Super Refractory Division in Jabalpur for use in controlling the flow of molten steel from tundish to casting mold in mini steel plants. This product is a result of the integration of the entire value chain of IC, EMD (which supplies the raw materials), and SR. The same technology platform has been extended for thermomechanical applications as well.
CUMI is actively working on developing a range of zirconia products for various structural and functional applications in diverse industries.
Their range of Thermal Grade ZrO2 Nozzle Products is engineered for steel casting, melting of superalloys, and Gas Metal Atomisation process in metal powder production, offering thermal, thermo-wear, and thermal shock-resistant applications.
For wear and impact-resistant applications in the ceramic lining and rubberized chute lining, CUMI has developed Zirconia Toughened Alumina (ZTA) for Engineered Solutions. This material is also used in engineered ceramic applications for pump components.
CUMI's Magnesia Partially Stabilised Zirconia and Yttria Partially Stabilised Zirconia Products are specifically designed for structural applications using raw materials sourced from CUMI Electrominerals. These engineered ceramics are used in components for pump and battery tooling.
CUMI has also developed a range of Zirconia-Based Ceramic Minimedia by Drip Casting Process that finds applications in industrial dispersion, milling applications in paint, printing, food processing, cosmetics, and polymer & metal composite reinforcement.
To cater to high-performance seals for components used in magnetic pumps and other hydrothermal structural parts, CUMI has developed a Hydrothermal Grade of Zirconia.
Non-Oxide Ceramics
CUMI has diversified its ceramic product portfolio beyond oxide ceramics, to include non-oxide ceramics as well. Starting in 2012, CUMI expanded its focus to include Non-Oxide Ceramics and took a significant step in this direction by acquiring a Japanese technology for producing reaction-bonded silicon carbide products. CUMI has since successfully scaled up and standardized this technology in-house and has also managed to source most of the raw materials locally through its Electro Mineral Division.

CUMI's Reaction Bonded Silicon Carbide (RBSiC) products have a unique composition of 89% SiC and 11% free Si, resulting in exceptional wear and corrosion resistance properties. Compared to other options, these products are lightweight and cost-effective.
They manufacture a diverse range of wear-resistant solutions using silicon carbide ceramics that are designed to perform exceptionally well even in the harshest environments. Its clients come from various industries, including Automotive, Defence, Fluid handling, Pulp & Paper, and Chemical processing. The products find applications in seals for chemical pumps, furnace heaters, pump shaft sleeves, plungers, cylinder liners, bearings, pistons for metering and dosing pumps, magnetic driven pumps, canned motor pumps, heater plates, bushes, washers, spray nozzles, O-rings, ballistic tiles, and more.
CUMI has also developed various other non-oxide ceramics such as Sintered Silicon Carbide and Dense Silicon Nitride for structural and thermal applications, Aluminium Nitride for substrates, and Boron Carbide for ballistic applications. The company has also developed Metal Matrix Composite products to enhance the reliability of its ceramic offerings and has filed a patent for this technology.
In 2020, CUMI commissioned a facility for manufacturing Sintered Silicon Carbide (SSIC) Ceramics in Hosur. This state-of-the-art facility is equipped with IoT-enabled process systems, high-temperature furnaces, isostatic presses, and machining centers. The company's long-term strategy of developing alternative materials and technology in engineered ceramics has led to the addition of this technology, making CUMI the only manufacturer of silicon carbide ceramics in India catering to the sealing industry for chemical pumps and water pumps. The company is exploring emerging opportunities in ballistics and niche industrial applications in both domestic and export markets, as it sees strong growth potential in these areas.
Alumina Substrate
Since 2015, CUMI has started working on developing and establishing entirely new technology. There is a global need for high Alumina substrates in the electronics and telecommunication sectors. They have developed the formulation for the same in-house with best-in-class mechanical performance through sub-micron-grained microstructure. It is capable of producing a high surface finish (< 0.05 μm). In order to speed up the development process, they collaborated with CSIR- NAL (National Aerospace Laboratories) to develop the tape casting process for making thin (100 μm - 635 μm thickness) Alumina and fully stabilized Zirconia ceramic tape products. To date, they have a wonderful technology for thick film metallization on ceramics and it has helped them establish themselves as a leading player in the global market.
Thin Film Metallised Ceramics
In March 2016, CUMI entered into a technology transfer and buy-back agreement with Space Application Centre - ISRO for the Cr-Cu-Au metallization process on alumina substrates. This process uses the magnetron sputtering technique for MIC fabrication, which is a physical vapor deposition process of thin film metallization for high-reliability applications. This agreement enables CUMI to explore a new business segment with higher value addition. CUMI is the 1st Indian Company and among a select few globally to have Thin Film Metallised Ceramic Products in its portfolio.
CUMI has expanded its expertise into the realm of thin-film metalized ceramic substrates for space and ground applications. Their latest innovation involves developing thin film metalized tape cast substrates for use in various devices in the electrical and electronics industry. These substrates are designed to resist high voltages, dissipate heat efficiently, and enable communication, remote sensing, satellite navigation, and other applications.
Leveraging their new tape-casting technology and existing thick film metallization process, they are also developing Multilayer Co-fired Ceramics (HTCC & LTCC) for other functional applications.
“The sputtering and thin film technology is expected to help in creating products that can be used in a host of applications across sunrise industries such as electronics, semi- conductors, remote sensing and solar PV modules. These include thin film resistors, substrate heaters for multi-chip modules, metal insulators and metal capacitors for RF applications, laser diodes and heat sinks for solar cells. Similarly, the process technology of tape casting would be useful for making thin film Alumina substrates for MIC fabrication, ultra-thin components for sensors, Fuel cell applications etc.”
Atoms Are The New Bits
“When the Internet was becoming popular, it was very easy to share a computer program (made up of bits) and to develop it together with hundreds or thousands of collaborators. Today, the same can be said for the development of physical products (made up of atoms). The impact of this phenomenon is sure to be significant, leaving behind the notion that manufacturing something has to be particularly expensive and involves assembly lines, heavy machinery, suppliers, stocks, distribution, logistics, and scalability. Everything had to be carefully planned, and a product’s economic feasibility depended on its acceptance by a large number of consumers. But no more.” — Chris Anderson
The emergence of 3D printing technology has brought significant changes to industries that traditionally relied on molds for manufacturing finished products. With 3D printing, there is no need for physical molds, and the process significantly reduces raw material waste and energy consumption. Additionally, 3D printing allows for production in small batches, which was previously unfeasible in traditional assembly lines designed to produce large quantities of identical products. The technology works by depositing thin layers of material following a digital template under computer control, making modifications to digital designs simple and inexpensive. After approval of the virtual model and selection of the material, the file is sent for printing, and the finished product can be delivered within hours or days.
MIT professor Eric von Hippel suggests that "Hardware is becoming more like software." This trend is not only due to the increasing amount of software integrated into hardware products, but also because of the availability of common platforms, user-friendly tools, web-based collaboration, and internet distribution. This has resulted in hardware products being reduced to little more than intellectual property wrapped in commodity materials, whether it's the code that powers off-the-shelf chips or the 3D design files used for manufacturing.
In 2020, CUMI installed a new lab-scale 3D Printer at their Industrial Ceramics Plant to gain knowledge and expertise in 3D printing and prototyping. The company's engineers received training from 3D printing specialists from the Worchester Institute of Technology (WIT), Ireland. Additionally, CUMI has started collaborating with global manufacturers of Ceramic 3D printers and conducted preliminary trials to produce complex geometries of Ceramic products. The company plans to establish a full-fledged Ceramic 3D Printing facility to cater to the demands of emerging applications.
Recently, Lithoz GmbH, a leading global player in ceramic 3D printing, has partnered with Wendt India Ltd. to enhance its presence in the Indian 3D printing market. The sales partnership agreement aims to leverage Wendt India's expertise and market knowledge to expand Lithoz's business operations in India.
“As two market leaders joining forces, we are fully convinced that by uniting our expertise we will make fast progress in establishing ceramic 3D printing as an alternative production technology, strongly adding value in both fields…
With all three technologies offered in their portfolio - market-leading LCM (Lithography-based Ceramic Manufacturing), LIS (Laser-Induced Slipcasting) and the recently added LSD (Layer-wise Slurry Deposition), the new sales partnership with Wendt (India) Ltd as experienced market leaders has created an excellent opportunity for both companies to firmly establish ceramic 3D printing in India.”
Ceramic Radome
Missile technology, especially supersonic (exceeding the speed of sound) and hypersonic (exceeding 5 times the speed of sound) technology, is a very niche domain that requires lightweight engineering materials for structural and functional applications. Radome is the nose of the missile, which houses the radar antenna and associated electronic equipment. The radome structure must protect this equipment from the weather. The radome material needs to provide high thermal shock resistance as well as electromagnetic permeability for radar communication. CUMI's ceramic radomes have proved to be an effective solution for the same.
CUMI has signed a Licensing Agreement for the Transfer of Technology (LAToT) with DRDO’s Research Centre Imarat (RCI) Laboratory for technology to manufacture “Ceramic Radomes (GELCAST Process) Technology” used in missile systems.
Ceramic Radome Technology is considered state-of-the-art missile technology world-over. Since missiles undergo extremely high surface temperatures while traveling through the atmosphere, ceramic is considered an optimal radome material. The design of ceramic radomes for defense activities requires deep expertise and stringent testing at every stage to ensure reliability and accuracy.
“The design of ceramic radomes for defence activities requires deep expertise and stringent testing at every stage to ensure reliability and accuracy.”
The fabrication of ceramic radomes is a dual-stage process that involves gel-casting and sintering. First, matched molds are created from aluminum with appropriate allowances to produce the desired radome shape. Next, the slurry is filtered, and a catalyst is added to initiate gelling, which is then cast into preheated and prepared molds. The casted piece is allowed to cool at room temperature and separated from the mold, and test coupons are processed concurrently with the component to assess the parameters. The dried radome is then fired in an electrically heated furnace for an extended period at a high temperature to allow the binder chemicals to sublimate. The resulting binder-free radome is further sintered for densification under an air atmosphere. The sintered radome and samples are processed according to the specified requirements.
Before proceeding to the next stage, the radome undergoes thorough testing for defects, such as air traps, foreign particle inclusions, linear cracks, and non-uniform sintering with varying densities. Non-Destructive Testing (NDT) methods such as X-ray radiography and CT scan are preferred for identifying defects.
Machining of ceramic radomes involves the use of diamond cutting tools and specialized fixtures on CNC machines to achieve the desired profile of the radome both inside and outside, as well as bulkhead machining. The dimensional accuracy of the machining process is verified through CMM (Coordinate Measuring Machine) measurements to ensure conformity with the required specifications.
Integrating ceramic radomes with other sections of a missile is a complex task, as the ceramic material has a low CTE (Coefficient of Thermal Expansion) and is brittle in nature. To address this challenge, a bulkhead material with a low CTE is carefully selected. A precise joining scheme is planned and executed using specialized fixtures to ensure seamless integration between the ceramic radome and the surrounding sections of the missile.
Both the inner and outer surfaces of the radome require a coating of electromagnetic transparent paint to safeguard against damping. The coatings applied to undergo rigorous testing to verify their electromagnetic transparency and ensure they meet the necessary standards.
Electromagnetic testing is performed to assess the performance of the radome in terms of loss and pointing angle. The radome must meet stringent requirements, including a minimum pointing angle error of 18 arc minutes and 85% electromagnetic transparency, to ensure its effectiveness.

“It has been exciting to witness India’s growing prowess in the defence manufacturing sector, which is a major goal of the ‘Aatmanirbhar Bharat’ or ‘Make in India’ initiative. With our strong legacy of being in the material sciences industry for almost 70 years, CUMI is honoured to play a part in shaping India’s destiny by contributing to a strong and self-reliant defence sector. Our operations are completely made in India – from mineral sourcing and processing to research and testing, CUMI is completely localized with 100 percent end-to-end integration in the country,” “We are grateful to the team at DRDO’s Research Centre Imarat Laboratory for the opportunity and look forward to a continued association.”
CUMI is committed to enhancing safety and protection for people and machines across a wide range of terrains within the aerospace and defense industry. The company's expertise in ceramics design, manufacturing, and testing ensures the highest standards of reliability and safety for critical defense situations. CUMI's skilled engineers are capable of designing and producing customized solutions to meet specific defense needs. CUMI's lightweight ceramic ballistic solutions, featuring Alumina, Zirconia-Toughened Alumina, and Silicon Carbide, are customizable into various sizes and shapes and are ideal for use in bulletproof vests. The company's high-performance lightweight ceramic materials enable the highest levels of ballistic and blast-proof protection for armored vehicles. CUMI is also at the forefront of producing graphene, a "wonder material," for aerospace and defense applications in India. Additionally, the company offers cutting-edge composite technology for unmanned aerial vehicles (UAVs), including CFRP tubes, panels, and customized composite structural parts.
Growth Drivers
CUMI's business covers a wide range of industries, including power generation and distribution, mobility, wear materials solutions, and emerging medical and electronics applications. They focus on building strong relationships with customers and working on joint development programs, with key account management and service excellence as a priority.
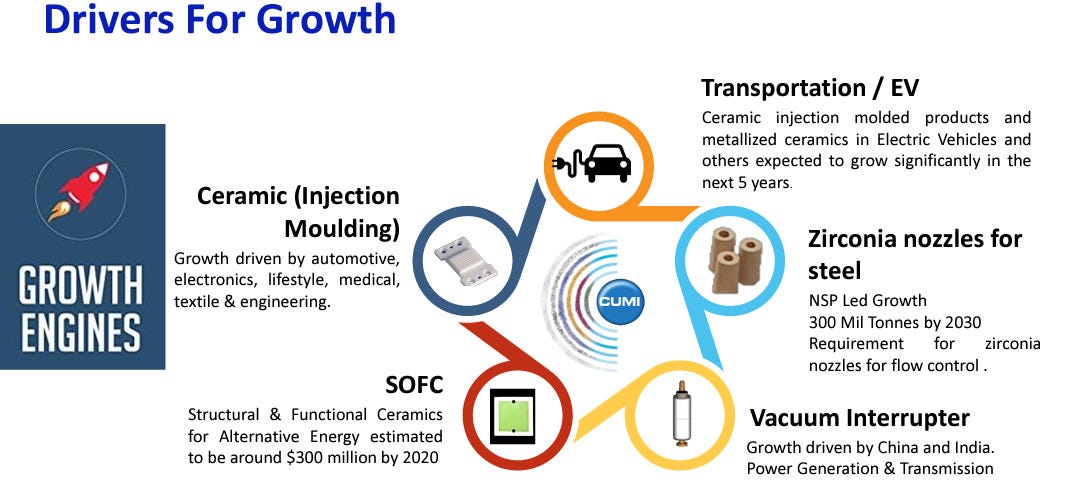
To achieve decarbonization through electrification, the efficient transportation of electrons is essential. As per the International Energy Agency (IEA), existing grid infrastructure in the US, Europe, and China will need to be substantially replaced or expanded by 2030 and 2050.

Ceramics are widely used in the generation, storage, and distribution of energy. In power generation plants, ceramic coatings are used for wear resistance to protect plant equipment from corrosion. In storage, ceramics form an important part of the batteries given their excellent heat-resistant properties and ability to withstand high loads.
Li-ion batteries have ceramic cathodes. On the distribution side too, switchgear in electric substations uses metalized ceramics to house vacuum interrupters. Metallised ceramic cylinders can help manage electric power distribution. They are capable of withstanding mechanical and thermal fatigue and thereby enhancing the useful life of components.
In power plants, where pulverised fuel must be transported over long distances to reach the burner, the pipes must be lined with ceramic. This is especially true in the case of supercritical thermal power plants, which have been used much more in the last couple of decades. These plants require fine coal, which is corrosive and abrasive - to improve the burning efficiency. As transportation velocities and partition coefficients go up, the ability to transport the coal efficiently becomes even more critical. In fact, this has led to the use of more specialised varieties of ceramics, such as silicon carbide, to highly coat wear-resistant sections such as outlets and nozzles to better protect against higher velocities.
With the growing awareness around climate change and the need for sustainability, the energy industry is in a transition. The Indian government too has committed to reaching energy independence by 2047 and attaining a net-zero economy by 2070. The transition towards a net-zero energy industry involves shifts at many places in the energy ecosystem.
For example, increasing the amount of clean, renewable energy at the generation stage, which also involves increased use of battery storage. Ceramics factor into both areas: in the case of solar power plants, silicon carbide powder is used to slice the silicon wafers used in solar cells, and in battery energy storage systems, where the widely used lithium-ion batteries use ceramic cathodes. Given the massive practical application of batteries as the country shifts to renewable energy, whether in manufacturing, electric vehicles, or other day to day applications, ceramics will continue to play a role here.
Characteristics such as extreme wear resistance, temperature resistance, and electrical insulation make advanced ceramics an interesting alternative to other materials for use in new-age energy production too. India's National Green Hydrogen Mission promotes the use of hydrogen as a clean and renewable energy source in the country. As the nature of energy production evolves, the role of ceramics in the energy industry is also evolving.
Take the case of solid oxide fuel cells (SOFC) such as Hydrogen Fuel Cells, which are highly efficient electrochemical devices that convert the chemical energy of hydrogen and oxygen into electricity, Ceramics play an important role not just in the structural parts of the SOFC but also in the electrolyte itself. While alumina ceramics form the structural parts, zirconia ceramics are used as solid electrolytes. With the energy transition, the types of ceramics and their specific applications will continue to evolve, but ceramics will continue to play an important role due to their unique combination of corrosion resistance, electrical insulation, and temperature resistance.
Power generation and distribution require robust and precise ceramics for high reliability, with Metallised Alumina Ceramic Cylinders being a significant growth pillar. CUMI's engagement with global leaders in this field has helped them build a strong reputation. They are also involved in the development of ceramic structural parts for alternative energy solutions like Solid Oxide Fuel Cells and emerging Hydrogen Fuel Cells applications. Many new products for SOFC applications are under trial and validation which will further support the Company’s future growth path.
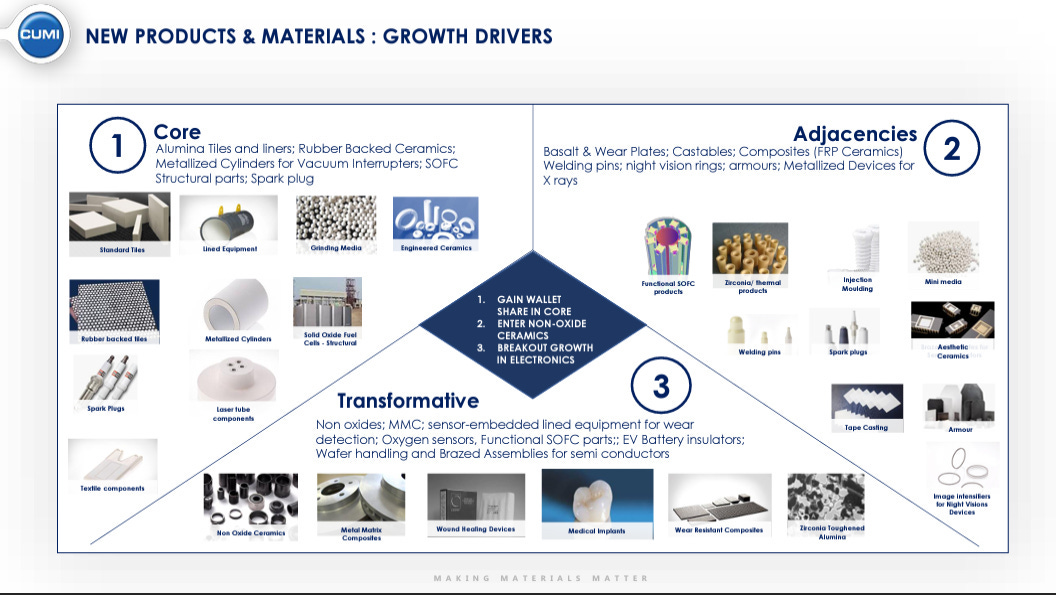
CUMI's Technical Ceramics division is actively involved in the mobility sector, supplying Ceramic Insulators for Automotive Spark Plugs, and has made significant advancements in the Electric Vehicle (EV) components market in Far East markets. The company is also working on developing new-generation automotive components like Sensors and Fuel Injection systems. CUMI is focusing on expanding its customer base to grow the Spark Plug business and has already begun bulk supplies of Ceramics to the global EV market.
Wear-Resistant Ceramics is another area of growth, with Oxide and Carbide ceramics being the materials of choice to protect plants and equipment from aggressive wear in the mineral processing industries.
High-purity alumina Ceramic tiles are useful in bulk material movement that involves sliding and shear interactions of abrasive materials, which cause heavy wear to the equipment. Ceramic tiles offer a cost-effective and reliable solution. For certain applications, advanced technical ceramics can offer higher strength and corrosion resistance than traditional wear materials. In the case of complex structures where ceramic tiles are difficult to install, ceramic coatings can be useful as a quick-fix sealing solution for wear applications.
CUMI's enhanced capabilities, along with their colleagues in CUMI Australia and CUMI America, offer comprehensive solutions, beginning with design, manufacture, engineering, and installation at customer sites.
Another interesting competence that CUMI has built over the years, as an innovation, is developing aesthetic ceramics using advanced materials, which has resulted in a separate product line.

CUMI has also created new lines of business to address medical and electronic ceramics, with a strong focus on automation, digitalization, and robotics across all manufacturing lines to reduce manual interventions.
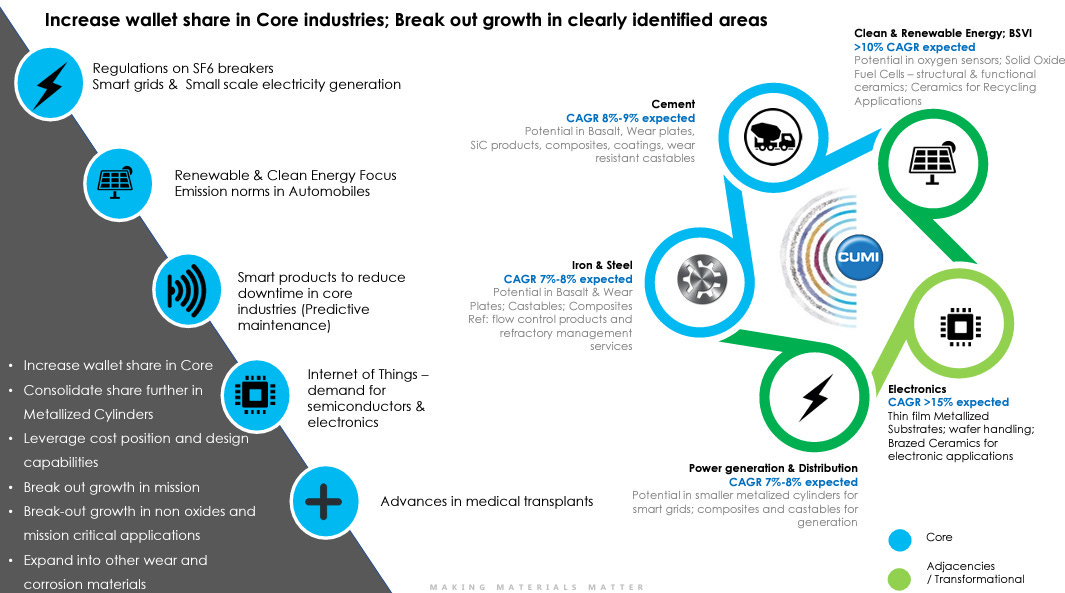
Super Refractories — Bedrock Of Industrialization
CUMI Super Refractories a market leader in the manufacture of specialty refractory products in India since 1965. The division’s range of products are carrying technological DNA from one of the greatest super refractory companies that ever existed, erstwhile Carborundum USA, the company which began with an experiment that gave silicon carbide (SiC), i.e. Carborundum to the world and later on many first like fused minerals and fusion cast refractories, abrasives & refractories based on SiC, ceramic fiber, sintered silicon carbide and so on.
In the late ‘80s, CUMI set an example by introducing low cement castable in India with technology from Thermal Ceramics (a Morgan Co.). A newer range of value-added castable technology from Morgan Advanced Materials/Thermal Ceramics was added over the years. With a strong technological legacy and in-depth focus on in-house R&D, the division’s current product portfolio offers 125+ fired refractory, 500+ Monolithics, and 100 + precast refractory in high alumina, mullite/ andalusite/sillimanite, silicon carbide, zirconia-mullite/zircon, fused silica and insulation range, thermal solutions up to 2,000 degrees C.
The division specializes in the manufacture of both Fired (a block of refractory ceramic material used in lining furnaces, kilns & fireplaces; A refractory brick is built primarily to withstand high temperatures) and Monolithics (Refractory materials in powder form; These are materials that are installed as some form of suspension that ultimately harden to form a solid mass) range of refractories catering to the critical and demanding high-temperature applications for various industrial applications. Primary product lines in the Fired range include Silicon Carbide, Nitride Bonded Silicon Carbide, Mullite, and Zircon- Mullite, High Alumina, and Insulating fire bricks. The primary product lines in the monolithic range include Conventional Castables, Low Cement Castables, Insulation Castables, Self-flow Castables, Gunning Materials, Ramming Masses, and Laying Mortars.
In addition to being a leading supplier of specialty refractories in the Indian market, they serve customers in the Middle East, Asia, Europe, North America, South America, Australia, South Africa, ASEAN, and SAARC countries.
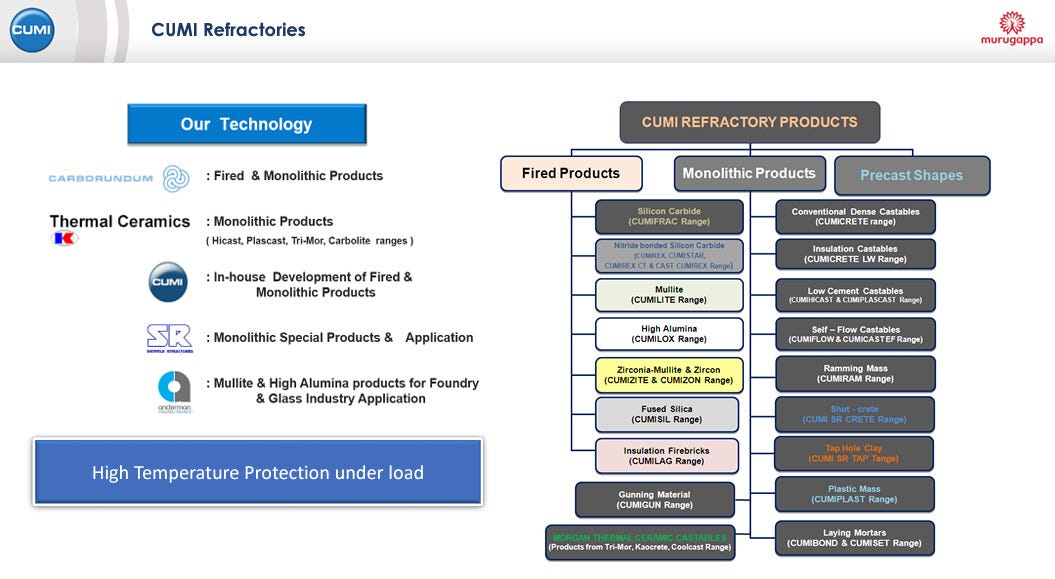
Product innovation and value engineering define the division’s customer-centric focus and total solutions. Besides the capability to manufacture customized complex shapes for critical applications, CUMI’s Super Refractories division also offers technical expertise and application engineering support that is customized to suit the varied needs of different user industries.
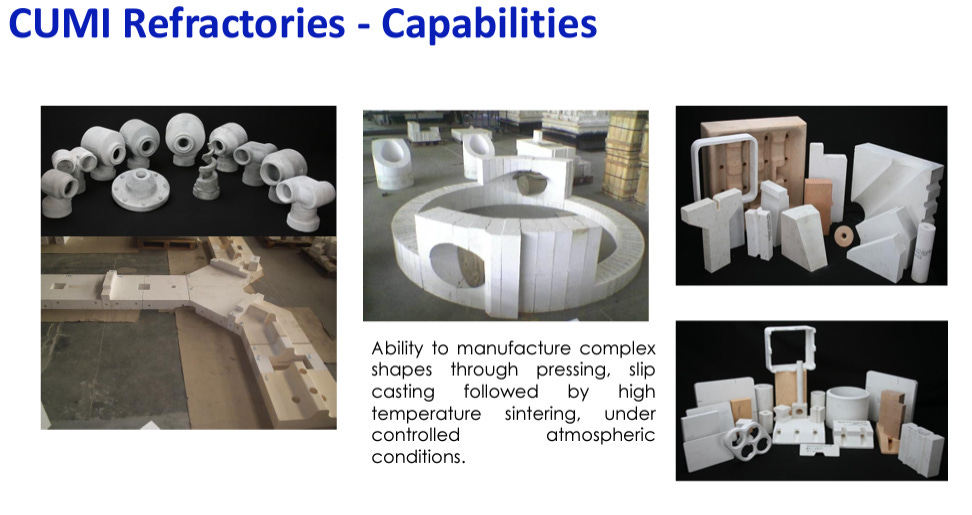
The company currently operates three plants in India (Ranipet, Serkaddu, and Jabalpur), all of which are certified according to international quality, environmental, and OHSAS standards, and have been recognized for their excellence in TPM. Together with their overseas manufacturing facilities, CUMI produces around 60,000 tons of fired, monolithic, and precast refractory products every year for a range of user industries, including glass, ceramics, carbon black, cement, petrochemicals, ferrous and non-ferrous materials, iron and steel, secondary steel, rocket launch pads, thermal power plants, foundries, and heat treatment furnaces.
“The raw materials for these are largely sourced in-house. Our raw material capacity is not merely restricted to serve our needs, rather is extended to the customers in India, including our competitors. Due to our self-sufficiency, we have not seen any major disruptions in our supplies. This helps us to be available with our full range to answer all kinds of demands from our customers.”
CUMI has a stronger presence in specialized refractories, such as those used in glass furnaces, carbon black production, and fertilizer plants. However, its presence in commodity refractories, such as those used in steel production, is relatively lower. This is because commodity refractories require higher volumes and access to cheaper raw materials such as feldspar clay, which the company does not have.
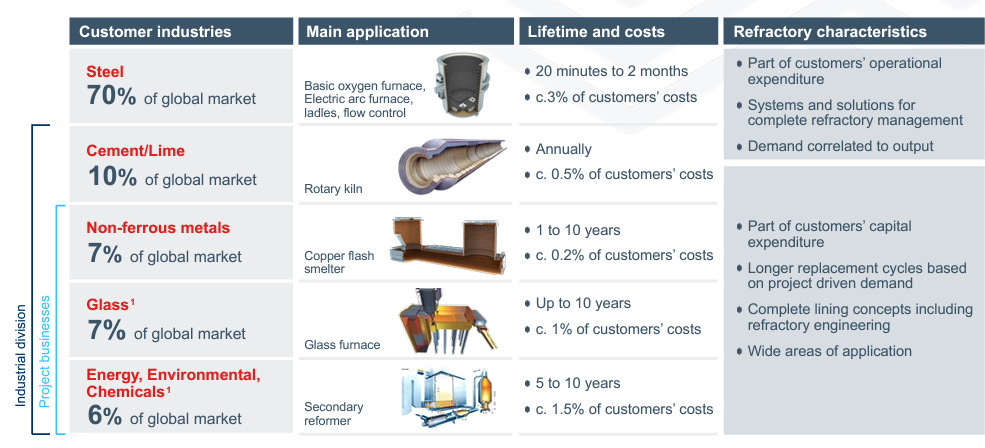
The refractory industry primarily relies on new projects (capital expenditures) to drive demand, with maintenance, repair, and overhaul (MRO) orders comprising only a small portion of the market. Additionally, the division strives to fulfill customer requests for new products across a range of applications each year, totaling approximately 25-30 crores. However, these products are typically tailored to specific projects and do not result in consistent sales for the company. For instance, in a single year, they made 12 crores of castable sales to CIRIA India, with a new line of insulation castable products contributing almost 8 crores. Nevertheless, such sales may not recur in the future.
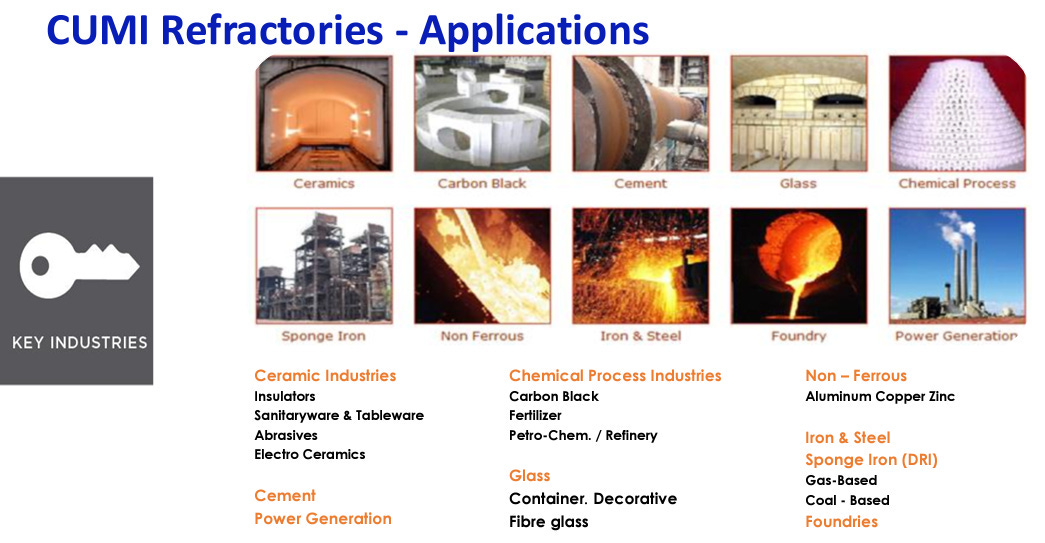
CUMI's refractory products are designed to meet the specific requirements of these industries. For instance, CUMIFRAC, produced from silicon carbide synthesized at temperatures exceeding 2500°C, is ideal for Ceramic, Sanitaryware, Ferroalloy, Foundries, and Forge industries. CUMIREX and CUMISTAR Nitride Bonded Silicon Carbide refractories are highly effective for nonferrous metal contact areas in the Aluminum, Copper, Iron, and Steel industries. Meanwhile, CUMILOX High Alumina refractories are crucial for applications that encounter hydrogen attacks in the Fertilizer, Petrochemical, Carbon Black Reactor/Thermal Oxidizer, and Electroceramics industries. CUMILITE Mullite refractories are designed for glass and steel industry applications and offer excellent thermal shock properties, creep resistance, and resistance to chemical attack. CUMIZON & CUMIZITE Zirconia mullite refractories are specifically designed for use in Glass industries that encounter alkaline vapor attacks. Finally, CUMILAG insulation is uniquely stable and insulating, making it suitable for applications at high service temperatures ranging from 1250°C to 1850°C.
The Monolithic range includes several product lines such as Conventional Castables, Low Cement Castables, Insulation Castables, Self-Flow Castables, Gunning Materials, Ramming Masses, and Laying Mortars. CUMI is committed to ensuring that all of its products conform to the ISO 9001 Quality standards and procedures, providing customers with the highest-quality, most effective products, systems, and services.

Mud Gun Mass
CUMI ventured into producing Mud Gun Mass (Tapholeclay) in 2012-13, as they aimed to expand their presence in the iron and steel industry. Prior to this, CUMI lacked consumable products to offer this sector, besides castable refractory products. While looking for new applications for the power plant sector, they learned that Sheffield Refractories, along with an installer from Europe, was interested in partnering with an Indian company in this sector. Sheffield had a good reputation and experience in blast furnace consumable products, which prompted CUMI to identify taphole clay and other products to add to their product range.
CUMI successfully conducted initial product trials of Taphole Clay in large steel plants but encountered operational issues due to the raw material - iron ore - which impacted product performance. Consequently, CUMI modified the clay, which took about a year and a half to re-establish. The process for re-establishment involves manufacturing the clay, aging it for one to two months, conducting trials, receiving feedback, and then modifying the product if required. This entire process can take four to six months. In 2015-16, CUMI successfully completed the re-establishment with satisfactory results.
Apart from catering to large steel plants, CUMI has also partnered with an Indian company to launch product trials for small to mid-sized furnaces. By doing so, they aim to tap into the furnaces consumables business and capture a significant share of the market.
Metflow
The refractory division has launched a new product line called Metflow, which includes slide gate plates for use in the continuous casting process in the iron and steel industry. The technology for this product was acquired from a South African company and later moved to Jabalpur in 2015. After streamlining processes and ensuring the plant is in good condition, the focus has shifted to establishing a distribution network through dealers to sell the product. However, the market for slide gate plates is competitive and price-sensitive, so the company must reduce costs and increase productivity to remain competitive. Orient Refractories India (now part of RHI), MPR Refractories, and IFGL are major competitors in this space. The company plans to expand its product line to reach more customers and increase revenue.
Tin Bath Roof – Float Glass
CUMI SR division is a well-regarded supplier of refractory materials in the container glass industry. They sought to expand their product offerings and market share in the glass industry by targeting the Tin Bath Roof refractory market in the float glass segment. However, the requirements of the float glass industry were unique, and meeting these requirements posed significant challenges. In particular, the assembly of various grades of refractory with tight dimensional tolerances was necessary for successful entry into this market segment.
To address these challenges, the CUMI SR division turned to cast technology from Anderman UK, which enabled them to offer a suitable product for the hot face of the Tin Bath Roof. This product needed to be able to withstand severe operating conditions and last for a full campaign of 12-14 years without damage. Despite already having insulating fire brick (IFB) in their product range, the complex shapes and tight tolerances required for the Tin Bath Roof refractory made manufacturing difficult. The team approached two major OEM suppliers of Tin Bath Roof and faced reluctance to consider their refractory products. It took almost 2 years of persistent effort to gain approval from one of the OEMs. Eventually, the CUMI SR division received its first order for a complete roof refractory lining, which was supplied and installed successfully in December 2017 and is still running smoothly.
CUMI SR division is now competing in more than 4 active projects and aims to achieve at least a 50% market share in the Tin Bath Roof refractory market.
CUMI – SR has provided refractory solutions for various renowned glass manufacturers worldwide, including Horn Glass and SORG from Germany, KTG from the UK/India, Corning from the US, Demaglass from the UK, Tech Glass from Poland, Glass Services from Italy, Glacera Engineers from India, and St Gobain Glass Float. They have an impressive portfolio of clients, including SAMCOR Glass in Kota, Majan Glass in Oman, Ceylon Glass in Sri Lanka (SORG), Milly Glass in Kenya (HORN), Videocon Glass, Gujarat Borosil, Philips Electronics, Cema Electric Lighting, Limbasi, Neutral Glass, Kosamba, Bisazza, Kadi, Pino Bisazza/Gemstone, Kadi, Nahar colors/Orient glazes, Piramal Glass, AGI Glaspac, and Hindustan National Glass (HNGIL).
Way Forward
The growth and success of the refractory sector in India heavily rely on the demand from various industries that it caters to. India has become the second-largest producer of steel and cement in the world, and with the country's growing and consuming economy, there will be an increase in demand for materials such as steel, cement, glass, and non-ferrous metals. The growth of these industries will be fueled by various infrastructural developments such as roads, ports, airports, and automobile production.
In particular, the steel and cement sectors are expected to grow at a Compound Annual Growth Rate (CAGR) of 9% and 6% respectively. Additionally, there will be substantial growth in the consumption of materials such as aluminum and glass driven by demand from electric mobility, packaging, beverages, and structural elements. For instance, the Indian container glass market is projected to grow at a CAGR of 6.78% during 2022-27.
Moreover, the solar photovoltaic glass market is also expected to witness substantial growth, globally registering a CAGR of 30.80% in 2022-29, with the Indian market projected to grow at a CAGR of 9.6% during 2022-27. All these growth projections are expected to drive capacity addition in refractory manufacturing in India. Manufacturers will focus on cost-effectiveness, newer material and processing technology, and utilize artificial intelligence and IoT to provide more inclusive solutions to customers.
India is on track to achieve an ambitious target of producing 300 million metric tons per annum (MTPA) of steel by 2030, which is almost three times the current level. The steelmaking sector in India is supported by numerous multinational corporations as well as large, medium, and small domestic refractory manufacturers. While CUMI has specialty high alumina/ spinel refractory products that cater to steelmaking applications, the major focus is meeting the growing demand for iron-making segments.
CUMI's silicon carbide-based refractory offers a wide range of bond matrices such as silicon nitride, oxi-nitride, SiAlON, etc., which makes a significant difference in lining blast furnaces and Corex. This is a crucial step in achieving Atmanirbhar Bharat (self-reliant India), which aims to address quality, delivery lead time, and overall value proposition for iron & steelmakers. Although there are numerous large, medium, and small manufacturers offering refractory products in India, CUMI stands out when it comes to delivering superior performance and technologically advanced thermal solutions.
CUMI's offerings include alumina, mullite, and insulation firebricks in both standard and customized/intricate shapes, as well as superior Monolithics that provide excellent solutions in the areas of iron ore pellet plants, sintering furnaces, ammonia furnaces, blast furnace stoves, Coke Dry Quench (CDQ) unit, lime calcination plant, and gas-based Direct Reduced Iron (DRI) units.
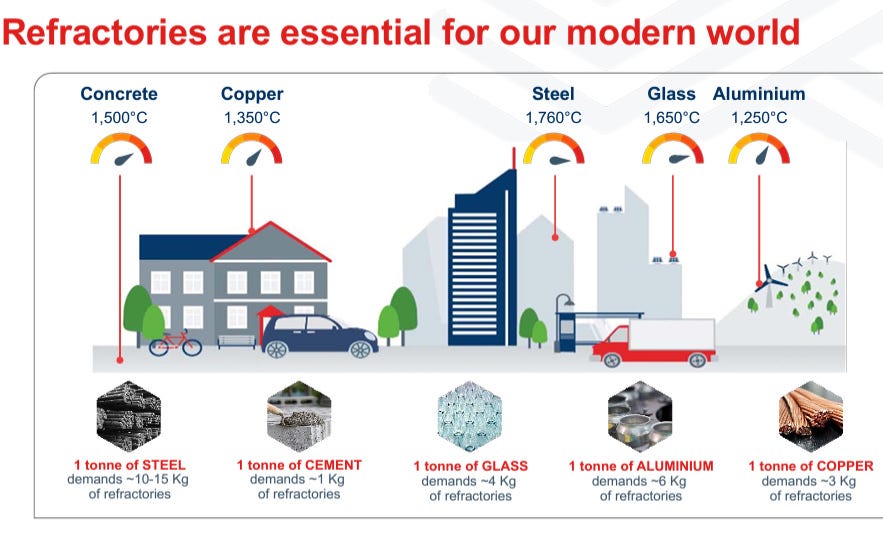
To meet the growing global demand for nitride-bonded refractories in non-ferrous and waste-to-energy applications, the Company has expanded the capacity of its nitride-bonded silicon carbide facility at VAW, Russia, as part of its growth strategy for the refractory business. This capacity addition will enable the Company to address the increasing global demand for nitride-bonded refractories, thus enhancing its capability to serve customers worldwide.
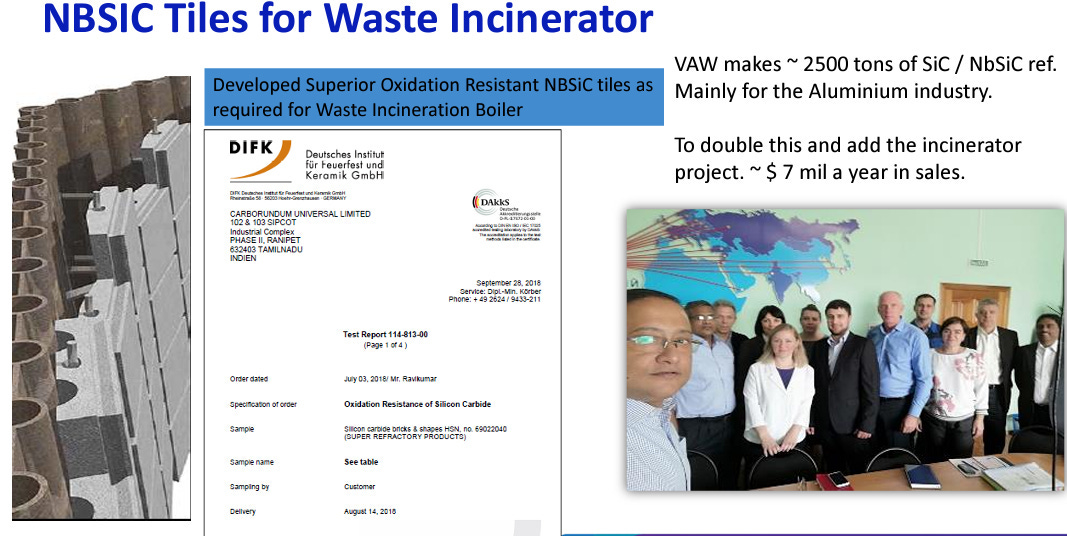

The refractory business strategy of the Company focuses on two main objectives. Firstly, it aims to increase the product basket for core industries. Secondly, it plans to leverage its presence in Russia to expand its operations in Europe, broaden its addressable market by introducing new products, and move up the product value chain.

Prodorite— Anti-Corossives & Composites
CUMI PRODORITE has been providing innovative corrosion engineering solutions since 1961, with a focus on protecting industrial infrastructure. Their expertise in the field of composites dates back to 1965. The company offers a range of solutions, including Chemical Resistant Linings (CRL), Fibre Reinforced Plastics (FRP) composites, and Polymer concrete cells (PCC). Their Chemical Resistant Linings portfolio includes a range of offerings such as Chemical resistant masonry linings, Corrosion protection coatings, and screedings.
The division conducts its operations through its manufacturing and service facilities, which are located in various regions including Ranipet, Serkadu, and Jabalpur in India, as well as in Russia.
With over five decades of experience, Prodorite has a proven track record in the Design, Manufacturing, Supply, and Execution of Chemical Resistant Linings and Corrosion Protection Coatings for a wide variety of industries and applications.
Prodorite is a prominent industry player, providing anti-corrosive materials under their brand name for use in highly acidic or basic environments, with a pH range spanning between 1 to 12. The division caters to a wide range of chemical process industries as well as other industries that deal with effluent treatment. Their product portfolio comprises acid-resistant wall and floor tiles, carbon bricks and tiles, anti-corrosive lining, epoxy and hygiene grade Polymer & Polyurethane flooring products for Hospitals, Pharma and Food industry, screeding, PU and epoxy coatings, and waterproof construction chemicals, industrial adhesives for various applications. Additionally, their poly concrete cells or tanks are widely used in copper and zinc extraction units globally.

Composites are created using glass or carbon fiber-reinforced polymer products, which are manufactured through different methods, including vacuum infusion, pultrusion, filament winding, grating, and hand lay-up. The process of producing FRP composite materials involves blending polymer resin with strong reinforcing fibers. Pultrusion and vacuum infusion are the two primary manufacturing methods used for FRP composites. Polyester, vinyl ester, polyurethane, and epoxy are among the commonly used resins for manufacturing FRP composite materials, while aramid, glass, and carbon fibers are frequently utilized as reinforcing fibers.
These fibers can be used in different forms such as short fibers, chopped fibers, long fibers, and woven fibers. FRP composites that are developed using these materials are lightweight, high-strength composite materials that can potentially conserve energy and reduce emissions when used in industries such as automotive and aerospace due to the decreased overall weight of the vehicles. Moreover, contractors and architects often prefer FRP composite materials over metal and wooden materials because of their versatile manufacturing and diverse applications.
“Composites (Fibre Reinforced Polymers – FRP) have a huge market and are used in a variety of end-use applications (like wind energy, railways, aerospace and infrastructure), where the materials need to have the strength like that of steel but should be of much lower weight. The demand for such composites in India is growing at double digit especially with initiatives like Make In India and other government projects like Smart Cities.”

The advantage of excellent mechanical strength and chemical resistant properties of FRP afford the design of chemical handling vessels and systems such as storage tanks, pipes & fittings, scrubbers, industrial grating, etc. CUMI fabricates such custom-built items on its premises or at customers’ locations based on economics. It has the distinction of designing & fabricating the country’s first coolers/scrubbers/200KL storage tanks.
The division’s range of products includes a variety of items such as large chemical storage tanks, chimneys, flue gas desulphurization (FGD) spray headers, abrasion-resistant anti-corrosive pipes and gratings, windmill nacelle covers and nose cones, automotive and railway body panels, gratings, pallets, cable trays, flooring, chequered plates, roof sheets, chimney ladders, platforms, bridges, louvers, and fencing.
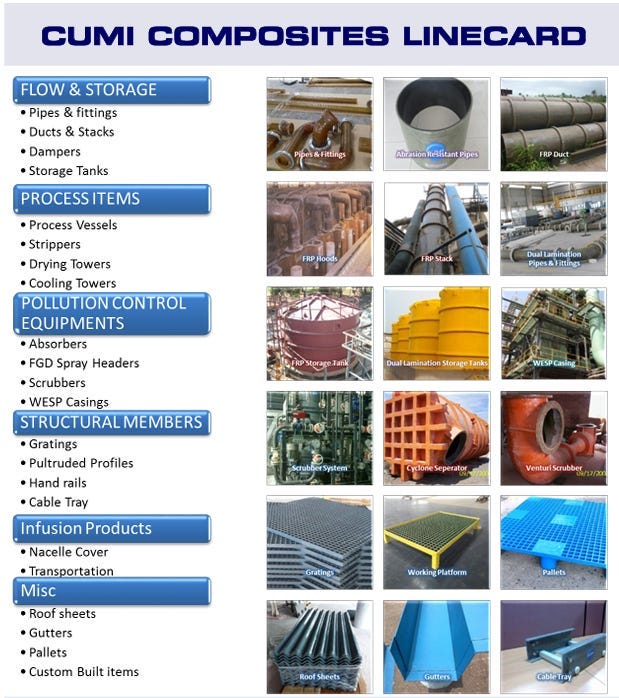
Advanced composite technologies are increasingly replacing traditional materials in a variety of applications, enabling the production of large parts without limitations. CUMI's Composites division has developed capabilities in vacuum infusion technology at its Ranipet facility to manufacture large composite panels and customized composite parts to address emerging opportunities for lightweight materials across various industries. As the adoption of Green Energy systems gains in popularity across the world, the division has mapped out plans to expand its presence in the Wind, Automotive, and Railway space.
CUMI is a leader in the production of abrasion and corrosion-resistant composites for critical applications, with uniquely designed spray headers that are used in mineral processing and flue gas desulphurization applications in thermal power plants. As the global focus on reducing emissions intensifies, the Composites business is positioned for significant growth, offering cutting-edge products and sustainable solutions for process systems.
The Composites business has recently expanded its portfolio of products by establishing a new plant at Serkadu for the production of Nacelle Covers for Wind Turbines in the green energy sector. Interestingly, In 2021 Denmark’s Vestas, one of the world’s largest wind-turbine manufacturers, built two new factories in Sriperumbudur (90kms away from Serkadu). Its six assembly lines now assemble hub cells, power trains & other components, stacked high in a storage yard to be shipped across the world. It has expanded significantly in India and eventually, 85% of Vestas’ supply will be in India. Power generation through wind will continue to grow with the addition of about 19GW capacity over the next two to three years. There is significant traction in the demand for offshore windmills.
Additionally, the division has developed Fiber Glass Reinforced Rebars, which are certified to meet international quality standards and offer greater tensile strength and one-fourth the weight of traditional steel bars, making them an ideal choice for highly corrosive and high-strength reinforcement applications. CUMI's Rebars require minimal concrete cover and do not require coating repairs, making them easy to transport, and install, and a sustainable alternative for the construction and large infrastructure building space, including Earthquake Observing Stations, Pressurized Concrete Highways, Dams and Bridges, Underground Engineering, Metro Stations, Tunneling, and Anti-Corrosion Applications in industries.
Apart from its existing product range, the company has expanded its operations into producing high-precision carbon fiber-reinforced polymers for defense applications, which is becoming an increasingly important area of focus for the company.
In line with its long-term strategic objectives, they have built significant capabilities in Carbon Fiber Reinforced Composites (CFRP). They are ideal materials for applications such as drones due to their high strength-to-weight ratio, durability, and resistance to fatigue. During the year, the Company acquired certification of EN 9100-2018 (Equivalent to AS 9100D of the Society of Automotive Engineers (SAE) and the JISQ 9100 of the Japanese Aerospace Quality Group). The business added a new dust-free facility for manufacturing structural parts for drones, and aerospace applications.

Financials
In the fiscal year 2022, the Ceramics division of the company, which comprises Industrial Ceramics, Super Refractories, and Prodrite, recorded revenues of 800 crores, accounting for 24% of the total revenues. The division's operating profit for the same period was 160 crores, with a margin of 20%, and it utilized a capital employed of 495 crores, resulting in a 32% ROCE.
To achieve cost leadership across all its product segments, the division has adopted the use of Piped Natural Gas (PNG) from Gas Authority India Limited (GAIL). The utilization of this environmentally friendly fuel will not only decrease emissions but also improve the cost position of the business.
In most of its products under this division, CUMI co-creates with customers and is often the only supplier; virtually no competition. This is a high-margin business with significant potential to scale up globally; with composites leading the way.
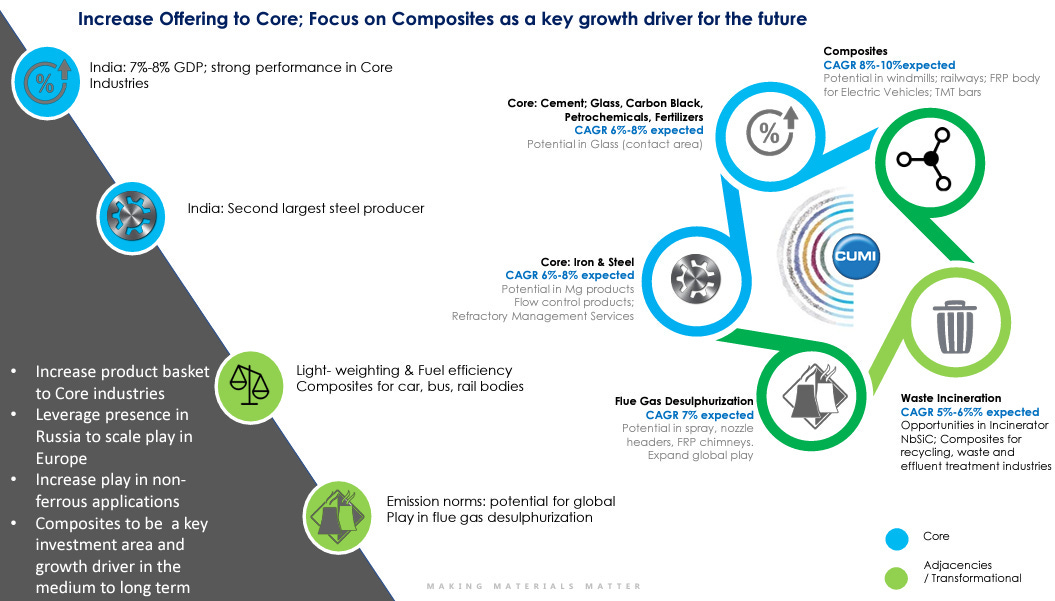
Key User Industry Customer Base








Combinatorial Possibilities
The combinatorial math of how many ways you can pick two cards without replacement from a 52-card deck is 2652; picking three cards grows to 132,600. Similarly, in Chemistry, mixing different elements can lead to a vast number of possible combinations; we got bronze from mixing copper and tin, steel from mixing carbon and iron; and superconductors from mixing barium, copper, oxygen, and yttrium. If you combine just two atoms from the 94 naturally-occurring elements on the periodic table, you’d have 8,742 possibilities; picking four elements yields over seventy-three million possible combinations, and five elements yield six billion. With every incremental element, there is an exponential explosion in the combinatorial possibilities.
The combinatorial possibilities extend to the combination of technologies and ideas that blur boundaries between disciplines as well; they don’t compound additively but rather multiplicatively. CUMI has built over 70+ technology platforms across Materials (Oxides, Carbides, Nitrides, Graphene, Metals, PF Resins, C Boron Nitride, Diamond, Cotton, Paper, Polyester, Glass Fibre, Carbon Fibre, Polymers, Phase Change Materials, etc.), Processes (Molding, Metallization, Fusion, Polymer Processing, Particle Size Dispersion, Sintering, Surface Modification, Vaccum Forming, Electroplating, Powder Processing, Tape Casting, Slip Casting Injection Moulding, Extrusion, Cold Iso-Stating Pressing, Controlled Crystallization, Micronization, Nano-Processing, Thermal Energy Storage, etc.), and Applications (Abrasives, Defence, Non Ferrous, Adhesives and Sealants, Electric Vehicles, Nuclear, Auto Components, Electrical, Paints, Automobile, Electronics, Petrochemicals, Bearing, Fertilizers, Power, Carbon Black, Iron and Steel, Pulp & Paper, Cement, General Engineering, Railways, Ceramics, Glass, Renewables, Chemical Processing, Heat Treatment, Semi Conductors, Cold Chain Storage & Logistics, HVAC, Solid Oxide Fuel Cells, Construction, Metallurgy, Space, Cutting Tools, Mineral Processing, etc.). The availability of such diverse technological platforms aids in the exponential explosion of combinatorial possibilities.


Through the use of specialized computer programs, that can precisely simulate the behavior of atoms, molecules, and compounds subject to different physical and chemical processes, the development of new materials has become even more flexible and less expensive. Just as many areas of the pharmaceutical industry use simulators to analyze the behavior of new drugs in the human body, thanks to advances in the area of big data (the field that studies the processing of vast quantities of data), new materials are created inside computer processors before becoming part of the physical world.
Heraclitus, the Greek philosopher proclaimed that “everything flows”—in other words, change is the only constant, a notion that is deeply ingrained in the history of civilization. Our age is no different; in fact, innovations and advances would continue to accelerate due to the combination (and recombination) of new and existing technologies.
Ideas Having Sex
The intermixing of genomes through sex is believed to have evolved because the benefit of the diversity outweighed the costs of engaging in it. As a result, we enjoy exchanging our genes with one another, and this has enriched life. Similarly, ideas benefit from being exchanged, and this process is comparable to sexual reproduction in biological evolution. According to Matt Ridley, “Exchange is to Cultural Evolution as Sex is to Biological Evolution,” and “Creativity is what happens when Ideas Have Sex.” The modern world is characterized by its extensive interconnectedness; ideas are having sex with other ideas from all over the planet with ever-increasing promiscuity. This promiscuity has resulted in new and exciting developments; The telephone had sex with the computer and spawned the Internet.
It is the ever-increasing exchange of ideas that causes the ever-increasing rate of innovation in the modern world. Just as the tension between sexes ultimately leads to procreation; collaboration between CUMI’s business divisions leads to innovation.
“To me, always focus is on long-term vision and long-term goals. Being a Company, which is committed to material sciences, research and development forms a very big part of the Company's strategy. We strongly believe that only a continuous pursuit of innovation and sustainable processes aligned to a more responsible use of nature's resources will provide an enduring growth. Our R&D teams across the Company have been working full-fledged to enhance our offerings, not only in the core and adjacencies, but also to get some breakthrough solutions going forward.”
CUMI operates eight state-of-the-art Research and Development centers that have been certified by the Department of Scientific and Industrial Research (DSIR). These centers serve as centers of excellence for research, bolstering the company's capabilities and promoting sustainable growth. (DSIR-approved R&D centers engage in innovative R&D related to the firm's line of business, including developing new technologies, improving processes/products/designs, and researching efficient resource use, pollution control, and recycling waste. Routine activities are not considered R&D. DSIR is the only government scheme for benchmarking industrial R&D, offering fiscal incentives and funding from other departments and agencies. R&D units recognized by DSIR are eligible for incentives and funds from various government departments and agencies)
CUMI emphasizes both in-house and collaborative research and development projects with external partners, maintaining a healthy balance between the two.
The company places special emphasis on collaborative R&D projects with other divisions of CUMI and other companies in the Murugappa Group. Additionally, each of CUMI's R&D centers uses the facilities available in other R&D centers of CUMI's business units to complement their research efforts.
CUMI's IC division plays a vital role in integrating the company's entire value chain through its participation in inter-SBU projects. The division is collaborating closely with CUMI-EMD to develop Zirconia raw materials for newly developed formulations and ceramic mini-media products. The IC division is also working with the R&D team of SR on new product developments involving CUMITHERM and CUMITHERM Z, with a joint patent filed for an innovative launder for conveying molten non-ferrous metal. Additionally, the division is partnering with Wendt to develop the grinding and machining process for critical ceramic components, as well as metal matrix composite products through electric pulse sintering and stir casting processes. By leveraging all available facilities and capabilities within CUMI, the IC division aims to expand the company's global market presence by offering superior value-added products.
Moreover, the IC division is engaged in joint development projects with leading educational institutions, research institutes, and CSIR laboratories to achieve breakthrough innovations. Collaborations with the Indian Institute of Technology, Madras, involve the development of Functional Nano-ceramic powders and specialized Nano-crystalline diamond coating. The division has also recently initiated a partnership with DEBEL - DRDO for the development and standardization of various grades of ceramics for ballistic armor applications. An MOU has been entered with Amrita Viswa Vidhyapeetham for the development of Hybrid RbSiC ceramic composites for high-end ballistic and IED blast protection. An MOU has been entered with MIDHANI for joint collaboration in the field of armor protection.
The joint project entitled “Indigenous development of electrolyte supported R-SOFC single cell and its demonstration in power generation and hydrogen generation mode” has been entered with CSIR-NAL and CSIR-CG&CRI under DST Advanced Hydrogen and Fuel cell program. Another joint project in the green hydrogen field entitled “Hydrogen generation through high-temperature Solid oxide electrolyzer” has been entered with CSIR-CG&CRI under the CSIR-Green Hydrogen mission program.
The abrasives division at CUMI has been actively collaborating with various partners on innovative projects. In one such project, the division worked with SR to leverage their expertise in fiber-reinforced composites to create a fiber core center for lightweight high-speed wheels with the added benefits of lower power consumption during grinding and recyclability. The division is also partnering with the Jabalpur Technical team to develop improved resin-bonded wheels and with Wendt India to create high-performance super abrasives using their knowledge of vitrified bonds. Collaborations with Sterling are focused on developing adjacent products for the food industry, while the division is exploring new materials to address opportunities in industries such as food processing, medical, and mobility.
CUMI's abrasives division has also launched joint development projects with Volzhsky Abrasive Works in Russia, investing in conversion equipment for coated abrasives. The project aims to create a complete range of high-performance coated abrasive products in Zirconia and Ceramic for the Russian market to compete with European imports, offering CUMI an opportunity to benchmark against the best European suppliers. Similar projects are underway in the USA and the Middle East for the development of high-performance bonded and coated abrasives.
Furthermore, collaboration with IIT and PSG helps CUMI explore new concepts in not just Material Science, but also IoT (Internet of Things) where inter-networking of computing devices with the grinding machines and the tools can help in predicting behavior and thereby offer ‘intelligent’ solutions.
“Products once composed solely of mechanical and electrical parts have become complex systems combining hardware, sensors, electronics, and software that connect through the internet in myriad ways. These “smart, connected products” offer exponentially expanding opportunities for new functionality, far greater reliability, and capabilities that cut across and transcend traditional product boundaries…
Now, for the first time, these traditional sources of data are being supplemented by another source—the product itself. Smart, connected products can generate real-time readings that are unprecedented in their variety and volume. Data now stands on par with people, technology, and capital as a core asset of the corporation and in many businesses is perhaps becoming the decisive asset…
This new product data is valuable by itself, yet its value increases exponentially when it is integrated with other data, such as service histories, inventory locations, commodity prices, and traffic patterns…
Smart, connected products let companies switch from transactional selling to product-as-a-service models.”
— Michael Porter
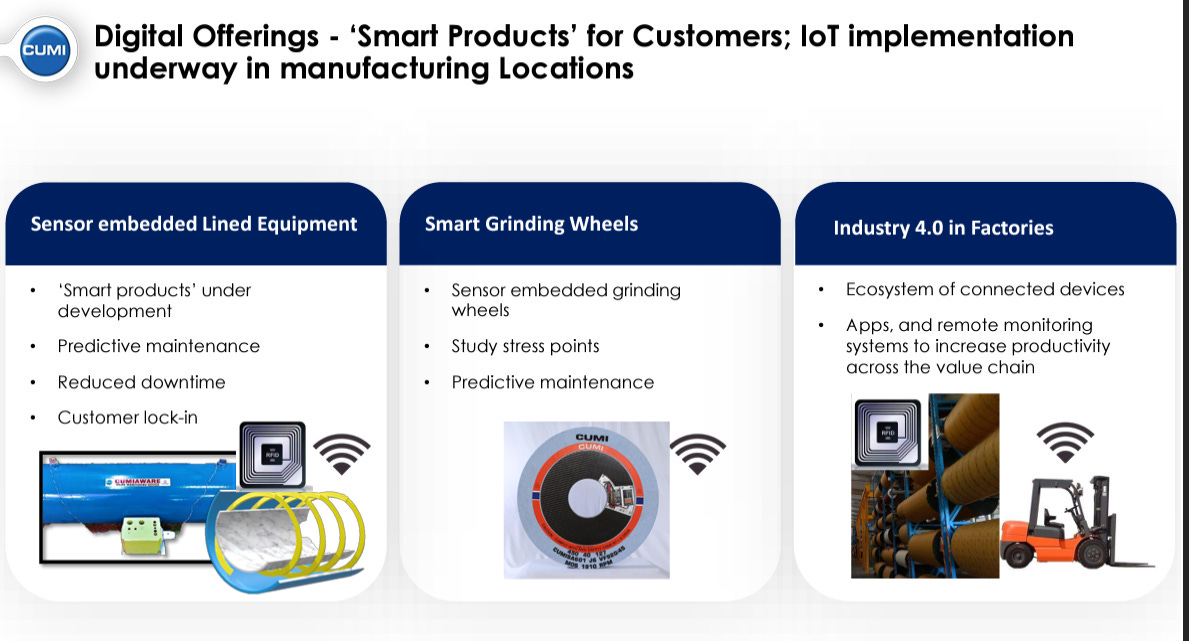
Perpetual Resilience
“Over these 67 years, this Company has been very resilient and this resilience has been because of its diversity in product segments, geographies, and customers supported by strong backward integration in terms of raw materials and energy sources and all of them propel forward by a great set of people who drive innovation and build those capabilities, which enables us to grow. We also see that this is what helps the Company in strengthening the core and building new raw materials for emerging applications.”
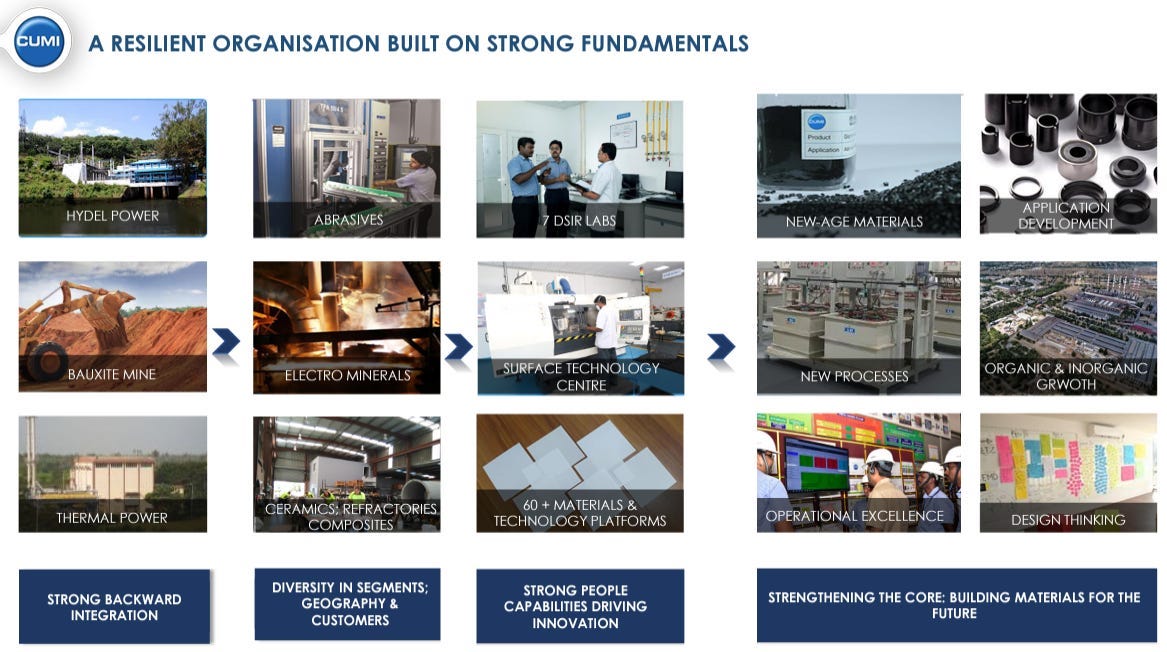
Apart from its varied businesses (Abrasives, EMD, Industrial Ceramics, Refractories, Composites, Anti-Corrosives), its varied industry segments (Automobile, Construction, Iron & Steel, Cement, Coal Washeries & Power Generation, Renewable & Clean Energy, Aerospace, etc), its varied markets (~ 45% of the revenues are outside India), its cost competitiveness (Backward integration, low-cost manufacturing presence), it’s culture (Openness, Innovation, Experimentation), what makes CUMI resilient is its Organisation Structure.
“I would categorise ourselves as not one company, its individual companies, small boutique companies who have their own speciality with people speciality application teams and each one is looking at themselves as a complete company.”
For a company to be adaptable and innovative, decentralization is crucial. This means distributing decision-making power to mid-level managers, giving them greater autonomy over day-to-day operations. By doing so, these managers feel more accountable and are more likely to come up with creative solutions. Additionally, it allows the management team to hold these managers accountable, which is only fair when they have been given the necessary authority to make decisions. Ultimately, the combination of accountability and authority enables a company to thrive and evolve in a rapidly changing business landscape.
Ananthaseshan Narayanan has been associated with CUMI since the beginning of his career in 1986 and has held various leadership positions in different business units. In 2019, he became the Managing Director, succeeding K Srinivasan who had been associated with CUMI since 1999 and became the MD in 2005, before retiring in 2019. Previously, Ananthaseshan was the head of the abrasives division which is currently led by Ninad Gadgil—he joined CUMI in 2019 and had a successful career with 3M before that. The Electrominerals division is led by Sivakumaran M V, who also began his career at CUMI in 1996. The Industrial Ceramics division is headed by Prathap Kumar, who has also been with the company since the beginning of his career in 2000. Raghavendra Pai leads the Super Refractories division, having started his career as an application engineer in the same division in 1996. Finally, the Anti-corrosive & Composites—Prodorite division is headed by Ranji Varghese, who is redefining the business portfolio by adding new verticals.
The CUMI has a strong culture of loyalty and dedication, as evidenced by the long-standing commitment of several key employees. For example, Rajagopalan R Sr., the Vice President for refractories & prodorite, has been with the company for over 40 years, while Vipin Malik, Head of International Business, and Srikanth C, CEO of Wendt, have each been with the company for 30 years. P Padmanabhan, the CFO, has also been with the company for 28 years. Culture and loyalty tend to go hand in hand; Such long tenures are a testament to the organizational culture.

Resilient companies are less optimized for maximizing immediate returns and more focused on the ability to adapt and evolve to changing conditions – able to quickly recover from or capitalize on extreme events.
“At CUMI, we have always believed that agility and adaptability to a changing environment is what makes a company resilient and stand the test of time. Just as important is the need to build new capabilities, new competencies, to accelerate the momentum of growth. Despite the market slowdown, our capability building projects, our capacity expansions, our new product manufacturing facilities, our line balancing and general infrastructure building went as planned during the year. Optimising operational efficiencies, a continued focus on Total Productive Maintenance (TPM), quality enhancement to meet benchmark standards with zero defect products and prudent cost management, provided a resilient buffer to counter the slowdown.”…
“An agility to adapt to a constantly changing global business environment, with tectonic disruptions in technologies, processes and market trends, demands resilience and grit. At CUMI, our ability to anticipate and evolve, in sync with emerging market needs has been our inherent strength. A strength, that has enabled us to shift course, recraft business models with strategic variables, build and upgrade facilities, spearhead transformational technologies and provide value driven solutions for customers.”
CUMI, being a family business focus on resilience, not short-term performance. They forgo the excess returns available during good times in order to increase their odds of survival during bad times; it puts them in a position of strength during downturns. Family businesses often invest with a 10- or 20-year horizon, concentrating on what they can do now to benefit the next generation. They think generationally not quarterly.
“Family businesses are relevant because they serve the mid-path between state-owned enterprises and the more corrosive cash only quartly oriented corporates; they sit in the middle goldilocks spot; midway between two extremes. They are not laid back, they are not hugely risk taking, they are ambitious.”
Compounding Flywheel
In the book “Lessons from the Titans”, the authors examine Great Industrial Giants, and one common thread binding successful businesses was: “A relentless discipline on costs, cash flow, and capital deployment.”
Companies that rose to the top used their high and growing cash flows to widen the moat within their existing businesses while gravitating investments to higher return opportunities—and repeated these actions over and over. At that point, the power of compounding takes over and we get on the flywheel.
CUMI used its cash flows to widen its moat by taking control of the supply chain (electrominerals, captive power plants, expanding distribution network)) and subsequently kept moving up the value chain; they gravitated investments into adjacent areas (Ceramics, Refractories) and repeated the same actions over again. More profits, invested at the higher rate of return generated by the moat, lead to even more profits, and so on—the power of compounding—on the flywheel.
“Future investment is essential, in ways people don’t always understand. The key to long-term success is creating a powerful advantage over rivals, which is necessary for survival when the inevitable crisis hits. Whether it’s superior quality in technically complex products, marketing prowess, or advantaged distribution networks, these don’t come right away. Companies have to build a moat with sustained investments in competitively important areas. If done well, those investments should eventually yield ever-higher results.”

Companies can invest cash internally in operations and new products or externally in acquisitions; it depends on the opportunities available. The key is to generate returns on that investment, translated into cash flow, that show compounding growth in profits.
“We have planned our long-term growth in such a way that two-thirds of our growth will be led by the inorganic route and the rest will be driven by the organic route… All our acquisitions are pursued according to a set policy followed by the company's management. If the prospective company fulfils our criterion, we plan our acquisition strategy… CUMI follows a rigorous approach to acquisition and does most of its due diligence internally, obviating the need for merchant bankers.”
The most successful companies emphasize systems and processes over quick fixes, systems that incentivize and drive continuous improvement throughout the organization over an extended period of time. That almost always means being an excellent manufacturer, using tools such as Lean manufacturing & Six Sigma.
CUMI has manufacturing practices like Lean, Six Sigma, and Total Productive Maintenance (TPM) across its plants.
Lean manufacturing is the most common system on the factory floor. At its core, Lean seeks to eliminate waste in the production process. Done right, the result is faster production times to meet hard-to-predict customer demand, lower inventory levels, and higher product quality (fewer defects)—all of which lead to higher cash flow and profit margins. Of course, successful Lean companies get the benefit of free capacity as factory productivity typically improves at some level, driving returns on capital higher in proportion to the intensity of the effort. Lean manufacturing helps an organization to find success at the very least on two of the most critical success drivers: costs and cash.
We saw the example of how lean manufacturing helped CUMI expand its METZ and WFA facility leading to significantly higher returns on incremental capital.
“The elements of Industry 4.0 have been imbibed in the day to- day operations to leverage the gains of IOT and data analytics. Several digital initiatives are being pursued to remain competitive. Similarly, to become more cost competitive, various investments are in progress to automate operations and improve manpower productivity. Horizontal deployment of such steps is likely to further the competitive advantage in the changinglandscape.
The pandemic and lockdown conditions brought in new challenges on fixed cost. Through a structured approach, higher focus on automation, improving the productivity through Six Sigma and identification of non-value added processes through tools like value stream mapping, fixed cost continued to be addressed.”
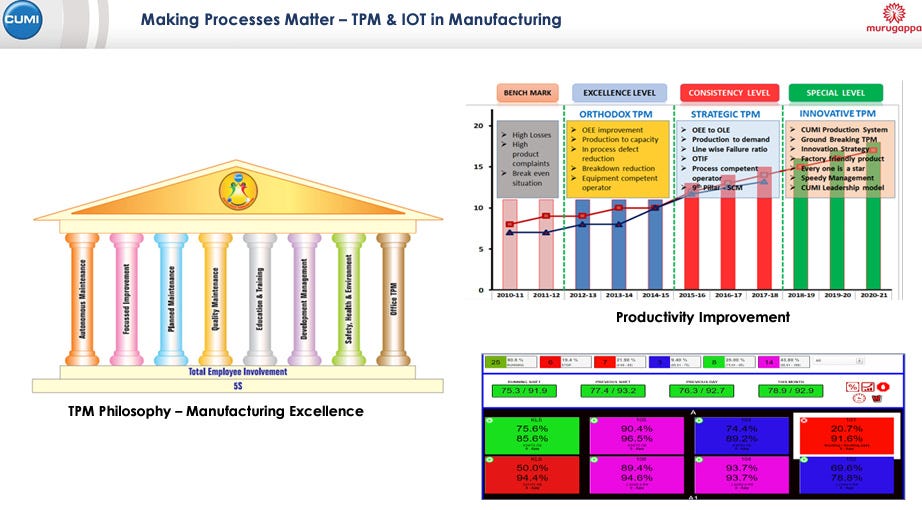
Operational excellence is absolutely critical to success; success over the long term is more often a function of factory floor excellence than product differentiation. It’s that excellence that drives above-average margins and the related outsized cash generation. Whether that cash is reinvested internally or levered through M&A doesn’t matter, as long as the returns are high enough to stay on the flywheel. But without that cash flow, a company eventually falters, falling further behind its peers each and every day.
“The focus has always been on good cash flows and that is something which we are very conscious about and that has helped the company not only stay almost as a debt-free company but also support its investments in inorganic growth, completely through our internal accruals… CUMI has also an unbroken dividend record since its inception.”
A steady improvement in the efficiency of operations provides rising cash to invest in future growth, which in turn can raise the returns on your operations further. It’s a virtuous cycle that gives companies the flexibility to pivot around disruption or any other challenge—the “flywheel effect”—as coined by Jim Collins in his bestselling book Good to Great.
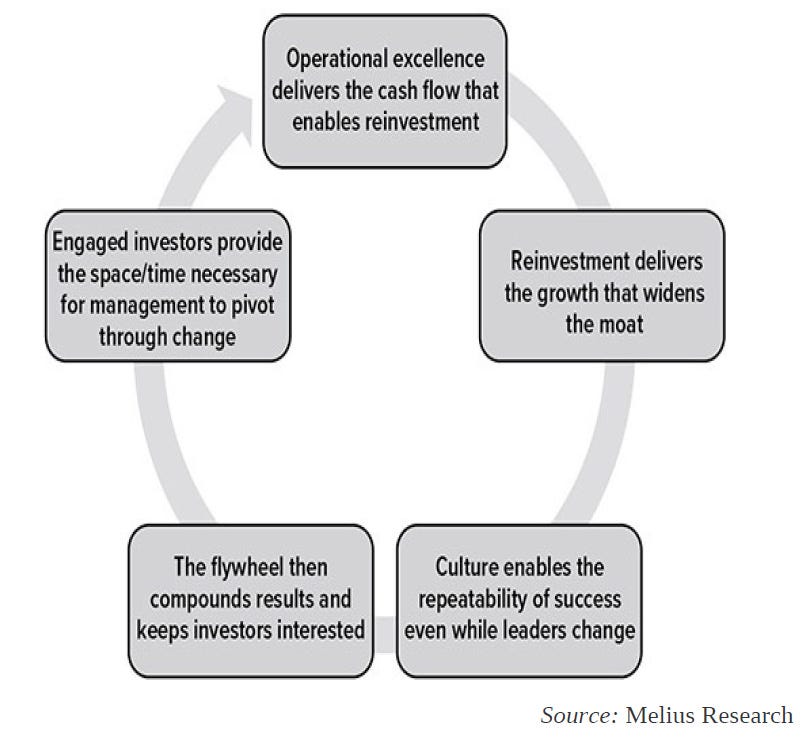
Those who practice continuous improvement and build culture through actions and incentives, sustain success. These companies are almost always far along the Lean manufacturing journey, and they benchmark internally and externally to best-in-class organizations.
“If I were to take my business, it has broadly three verticals. There are good companies that we deal with. For example, in the minerals space, Emerson is a good company and I think St. Gobain themselves have nice range of product groups in the silicon carbide space whether it is hi-purity silicon carbide or in performance ceramics and it is a better company in terms of their methods of operations, their governance and ESG practices that they have, and we believe that in many of these product groups, we are equally good and there definitely is also room for improvement. In terms of share size and variety in the mineral space, I guess we are right up there with many of the leading producers in the world and it has not been an easy journey and we all know what issues that we have to handle currently in the Russia-Ukraine conflict, but not withstanding that, just as a producer of a basket of high-performance synthetic minerals and all this, but for sheer range, we would possibly be right up there.
In abrasives, definitely there are giants. We have the 3M, the Nortons, globally, and we have groomed ourselves mostly as an Indian company all-in-all, but with exposure to international markets, largely in the precisions side, but going forward, we believe that the abrasives will continue to play an important role in manufacturing industry. It is still going to be the work horse of any manufacturing. 3D printing is a forming method, but it’s still quite a long way off in terms of volume business. So, I think we can definitely grow in abrasives to the global player. We have the appetite, we have the elements of growth foundation now, strong domestic presence, increasing presence and manufacturing large portfolio of high-performance products and that should take us good distance in terms of creating an abrasives business globally.
Ceramics, is what I call a fairy innovation-intensive, customer-driven and co-creating business. So, this is where all the technical talent in the company would be working in terms of creating unique applications and ceramics is definitely one area which would grow as a material in many applications whether it is in manufacturing and engineering, space, automotive. In automotive, a lot more ceramics we are going to see in the future. So, I believe that each one of these verticals have their own benchmark companies to look at and compare and grow. In case of ceramics, I think there are a lot many companies. So, each one is niche, whether Morgan or any global companies, St. Gobain, SKC Korea. So, bunch of companies and each one is a speciality company.”
The best of the best go beyond the factory floor. They apply systematic tools to all their functions, including R&D, sales, purchasing, distribution, and back office.
CUMI has implemented a systematic approach to research and development and has institutionalized CUMind – the customized innovation framework based on design thinking methodologies.
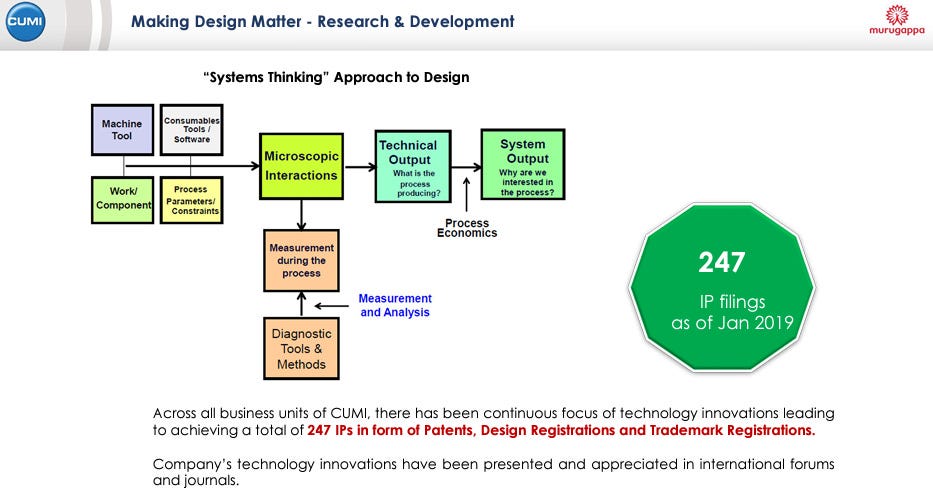
The purpose of business systems is to direct organizations toward their primary goal of creating value. They achieve this by centering around a fundamental inquiry: What does the customer truly value, and how can we deliver that in the most cost-effective manner?
“A customer-centric focus. A work culture that is centred around value creation. CUMI attributes its sustained competitive advantage to the efficiencies of its people and its manufacturing processes. At each of the plants, cross functional teams work in tandem to provide customers with the best in class products and services. Partnering with customers has proven to be a key value differentiator, earning the Company the preferred vendor rating from global manufacturers and large OEM’s across a diverse spectrum of industries.”
As CUMI's products have become increasingly essential to their customers, a symbiotic relationship has developed between the producer and consumer. The research and development process has become a collaborative effort, with prototypes, refinements, and customized products being developed together. As a result of this close relationship, the producer has access to a wealth of real-time aggregate data on customer requirements, complaints, and challenges. With this information, the producer can anticipate the needs of customers and develop new products with added capabilities, often before individual customers have even identified their own requirements. This data-driven foresight eliminates guesswork on the part of the producer and minimizes the risk of being caught off guard by changing customer demands. In such an environment, adaptation becomes almost second nature.
Success Begets Failure
“Wonderful businesses come with a curse or three. These are: surplus cash, surplus time, surplus confidence.” — Anand Sridharan
There are several risks to CUMI’s business but there are mitigants against them. The most significant risk that CUMI fares is success—with success comes arrogance, and this is “THE” business risk that’d keep me up at night.
“CUMI has been a successful company all it’s life. For over 63 years we have grown, made profits and paid dividends. We have competed with the best in the world and have won. Herein lies the biggest threat for the company – Success!”
If there is one thing that will bring CUMI down to its knees is arrogance, which is the default culture that follows historical success. CUMI must guard against it; the day the guard drops, it’s all over.
Value Drivers
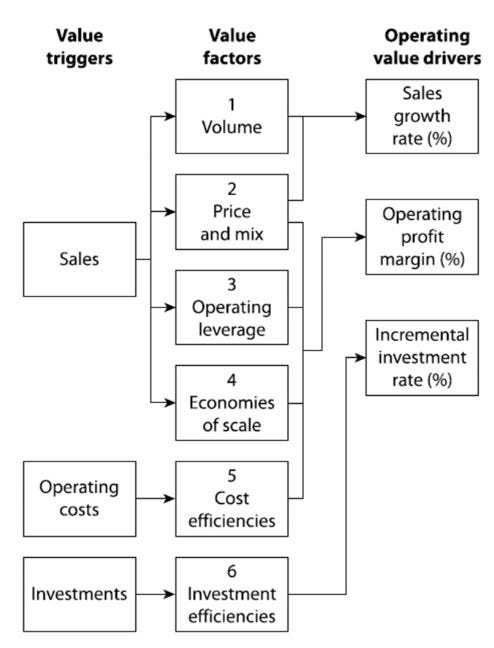
Volume & Price and Mix
As of FY22, CUMI had sales of 3325 crores, the management has structured the business to double it by 2025. Sales growth is a function of volume as well as price and mix. Recently expanded facilities across divisions and the strategy of moving up the value chain will aid the volume & improve price and mix.
Moreover, the macroeconomic environment is also serving as a tailwind—“The great problems we have – energy, climate change, defense, inequality, our dependence on production from China – will all be solved by massive investment. This capex boom could last for a long time. Companies that are geared to this renaissance of capital spending will do well,” says Russel Napier.
The Indian government's announcement of a higher-than-anticipated capex outlay of 7.5 trillion (+35.4% YoY) for FY 2022-23 is a significant step towards encouraging more investments, as stated in the economic survey. The government plans to focus this capex on four main priorities: PM Gatishakti, inclusive development, productivity enhancement/climate actions, and financing of investments. The majority of the outlay will be dedicated to PM Gatishakti projects, which will be driven by investments in critical economic sectoral engines such as roads, railways, airports, ports, mass transport, waterways, and logistics. The government has also reaffirmed its commitment to COP26 goals and announced various initiatives such as increasing PLI allocation for solar module manufacturing, incentives across the EV ecosystem, and introducing green bonds to promote clean energy. These initiatives are expected to create additional opportunities for the company at a consolidated level. Furthermore, CUMI is continuously exploring and identifying new opportunities in various product segments across its businesses, including clean energy, digital, and defense, to drive growth.
Operating Leverage
CUMI has undergone significant expansion across several facilities in recent years, including the doubling of its Sriperumbudur facility, growth projects at VAW, and expansions of WFA and METZ, Lined Equipment, and other capacity expansions as well. These expansions have created a degree of operating leverage as many of the recently expanded facilities are currently underutilized. Additionally, new acquisitions such as AWUKO and RHODIUS will also aid operating leverage.
As the sales increase, the profit growth will be far higher as margins expand. The same has been indicated by management as they expect a 3x expansion in profits for a 2x expansion in sales by 2025.
Economies of Scale
Economies of scale exist when a business can perform essential tasks, such as purchasing, production, marketing, sales, distribution, and customer service, at a lower cost per unit as volume increases. In the case of CUMI, the company benefits from economies of scale in several areas. For example, as one of the significant purchasers of many of the commodities it uses, CUMI is able to negotiate better prices and achieve cost savings. Additionally, as one of the largest manufacturers of certain products such as SiC, METZ, and Abrasives, etc, CUMI is able to spread its fixed costs over a larger volume of output, resulting in lower per-unit costs. Furthermore, CUMI can leverage its size and scale to achieve economies of scale in marketing and distribution as it expands into adjacencies.
Cost Efficiencies
The two value factors we just explored, operating leverage and economies of scale, depending on sales growth. In contrast, cost-efficiency is about lowering costs independent of the sales level. We explored at length above how CUMI leverages manufacturing practices like Lean, Six Sigma, and Total Productive Maintenance (TPM) across its plants to achieve continuous improvement and operational excellence.
Investment Efficiencies
A company realizes investment efficiencies when it figures out how to generate the same level of net operating profit after taxes for a smaller investment outlay, resulting in higher free cash flow for a given level of sales. We have discussed several instances of how CUMI managed to achieve investment efficiencies (METZ and WFA expansion). With the lean culture that CUMI has embodied over the years, we can expect many such instances going forward.
All in all, the twin engines — margins and asset turnover are set to improve going forward.

Pull The Trigger?
Warren Buffett: “You’re trying to print the next 10 years of Value Line in your head. Not the price chart, but the chart about business operations. That’s what the game is about…
If you look at each [Value Line] page and look at what happened in terms of return on equity, sales growth. “Why did this happen? Who let it happen?” “What’s that chart going to look the next 10 years?”
And there’s some companies that you can do a reasonable job with, and there’s others that are just too tough. If you have some predilection toward it, it can be a lot of fun. I mean, the process is as much fun as the conclusion that you come to.”
'WHY', that’s the most important question of all. I hope this write-up gave you enough ammunition to load up the 'why’s'. Whether to pull the trigger or not, entirely comes down to your judgment.
“Every market valuation is a number from today multiplied by a story about tomorrow, and the stories change much faster than the numbers.” — Morgan Housel
Thank you for reading, see you soon!
I’d love to hear from you! Please send me a DM on Twitter at @NeelChhabra or email me at neel.chhabr@gmail.com. If you’re in Delhi, I would love to chat in person—coffee is on me :)
Excellent write up Neel..
Excellent piece of work and content Neel! This post made my day.